如何正确使用CO2气体保护焊的焊接材料?
发布时间: 2019-11-03作者:baile100浏览量:
如何正确使用CO2气体保护焊的焊接材料?
答焊接材料主要是指CO2气体与焊丝。
(1)CO2气体其纯度要求>99.5%。供焊接用的CO气体,通常是以液态装入钢瓶中,容量为40L的标准气瓶可灌入25kg的液态CO2,占钢瓶容积的80%,其余20%的空间充满气化了的CO2。
瓶装液态CO2可溶解约占0.05%质量的水蒸气。水蒸气的蒸发量与瓶中压力有关,瓶压越低,水蒸气含量越高,故当瓶压低于980kPa时,不宜继续使用,必须重新灌气。
CO2气瓶外表涂黑色并写有黄色“CO2”字样。
市场销售的CO2气体含水量较高时,在现场可采取如下措施减少水分:
①将新灌气瓶倒立静置1~2h,然后开启阀门,把沉积在瓶口部的自由状态水排出,可放水2~3次,每次间隔30min,放后将瓶正回来。
②经倒置放水后的气瓶,使用前先打开阀门放掉瓶内上部纯度低的气体,然后再套接输气管。
③在气路中设置高压干燥器和低压干燥器,进一步减少CO2气体中的水分。一般用硅胶或脱水硫酸铜作干燥剂,用过的千燥剂,经烘干后还可重复使用。
④使用瓶装液态CO2时,注意设置气体预热装置,因瓶 中高压气体经减压降压而体积膨胀,要吸收大量的热,使气体温度降到0℃以下,会引起CO2气体中的水分在减压器内结 冰而堵塞气路。所以CO2气体未减压前必须经过预热。 (2)焊丝目前以Mn-Si系列的HO8Mn2SiA焊丝为 主。煤丝必须符合CBT810-195气体保护电弧焊用碳钢、低合金钢焊丝》的要求,根据需要有镀铜和不镀铜两种。
常用的焊丝直径为0.6mm,0.8mm,1.0mm、1.2mn1.6mm、2.0mm和2.4mm。近年来又发展直径为3-4m的粗焊丝。
答焊接材料主要是指CO2气体与焊丝。
(1)CO2气体其纯度要求>99.5%。供焊接用的CO气体,通常是以液态装入钢瓶中,容量为40L的标准气瓶可灌入25kg的液态CO2,占钢瓶容积的80%,其余20%的空间充满气化了的CO2。
瓶装液态CO2可溶解约占0.05%质量的水蒸气。水蒸气的蒸发量与瓶中压力有关,瓶压越低,水蒸气含量越高,故当瓶压低于980kPa时,不宜继续使用,必须重新灌气。
CO2气瓶外表涂黑色并写有黄色“CO2”字样。
市场销售的CO2气体含水量较高时,在现场可采取如下措施减少水分:
①将新灌气瓶倒立静置1~2h,然后开启阀门,把沉积在瓶口部的自由状态水排出,可放水2~3次,每次间隔30min,放后将瓶正回来。
②经倒置放水后的气瓶,使用前先打开阀门放掉瓶内上部纯度低的气体,然后再套接输气管。
③在气路中设置高压干燥器和低压干燥器,进一步减少CO2气体中的水分。一般用硅胶或脱水硫酸铜作干燥剂,用过的千燥剂,经烘干后还可重复使用。
④使用瓶装液态CO2时,注意设置气体预热装置,因瓶 中高压气体经减压降压而体积膨胀,要吸收大量的热,使气体温度降到0℃以下,会引起CO2气体中的水分在减压器内结 冰而堵塞气路。所以CO2气体未减压前必须经过预热。 (2)焊丝目前以Mn-Si系列的HO8Mn2SiA焊丝为 主。煤丝必须符合CBT810-195气体保护电弧焊用碳钢、低合金钢焊丝》的要求,根据需要有镀铜和不镀铜两种。
常用的焊丝直径为0.6mm,0.8mm,1.0mm、1.2mn1.6mm、2.0mm和2.4mm。近年来又发展直径为3-4m的粗焊丝。

热门课程

热门资讯
- 2522
- 2376
- 2374
- 2372
- 2369


- 容易闪眼睛的几种情况,电焊工如何避免2021-10-22
- 怎样快速学会调节氩弧焊的电流?2021-10-22
- 氩弧焊如何焊出不同的颜色?2021-10-22
- 氩弧焊点焊总是会有气孔怎么回事?那么2021-10-22
- 电工证焊工证复审需要多少费用?2021-10-22
- 37名电焊工无证上岗被拘留2021-10-22
- 电焊条有哪几种,电焊条的型号及作用2021-09-23
- 电工、焊工、制冷、高处作业操作证电子2019-11-17
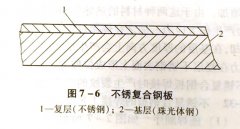
- 不锈复合钢板的焊接工艺要素是什么?2019-11-06





