不锈复合钢板的焊接工艺要素是什么?
发布时间: 2019-11-06作者:baile100浏览量:
不锈复合钢板的焊接工艺要素是什么?
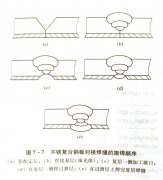
答:(1)施焊顺序如图7-7所示,先将开好坡口的 不锈复合钢板装配好,首先焊接基层碳钢,基层钢的焊接工 艺与珠光体钢相同。基层焊毕后,要对其焊缝进行全面检 查,确认焊缝内部质量达到要求后,再开始做焊接过渡层的 准备工作。先在复层不锈钢板一侧铲削成圆弧状沟槽(即 坡口),为防止未焊透,要一直铲到暴露出基层的第一层焊 缝为止,并打磨干净。然后焊接过渡层,其焊缝要熔化到复层不锈钢板的一定厚度,才能起到隔离作用。最后在过渡层上焊接不锈钢复层,复层钢的焊接工艺与不锈钢相同。不锈复合钢板焊接的关键是在基层与复层交界处的过渡层焊接,这在本质上属于异种钢的焊接。
(2)焊接材料的选用 1)过渡层的焊接材料大多采用焊条电弧焊。为减少 基层金属对复层焊缝金属的稀释作用,并补充焊接过程中合 金元素的烧损,焊条中Cr、Ni合金元素的含量应高于复层不 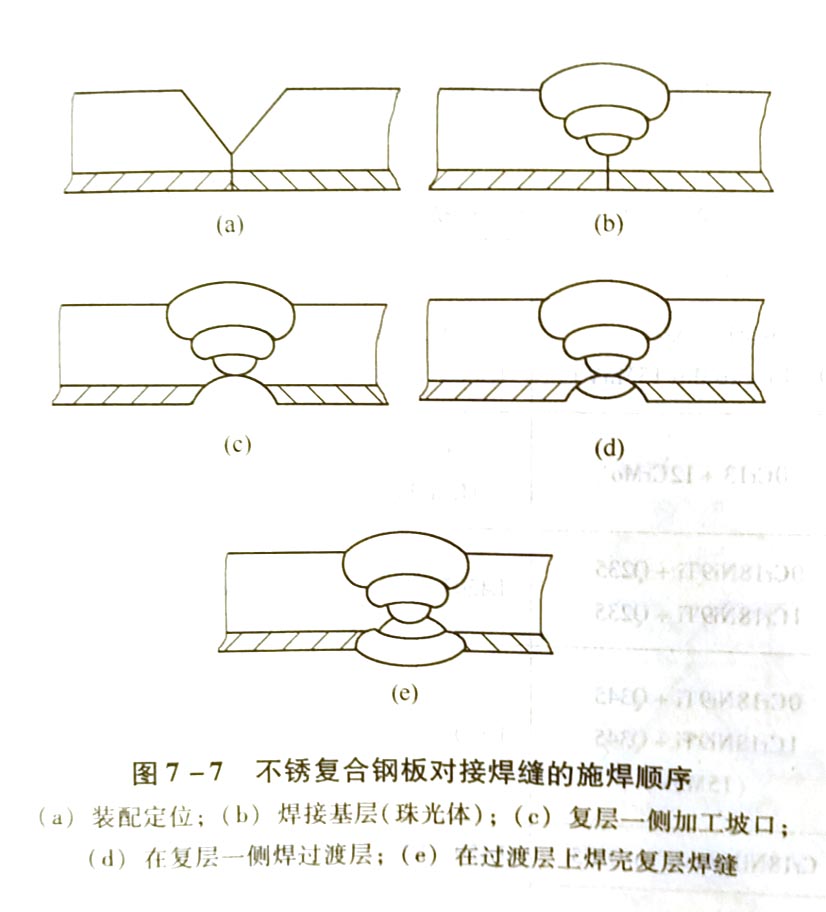
2)基层焊接材料选用与基层金属单独焊接时相同的材料,焊前原则上都不预热,也不进行焊后热处理;但遇焊接 大厚度和大刚性的结构时,在焊基层前要预热,焊后也可进行 整体或局部回火处理,以消除焊接残余应力,注意回火温度不可超过400℃,否则会影响复层不锈钢的耐腐蚀性能。基层焊接常用焊条电弧焊及埋弧焊。
3)复层的焊接材料原则上使用与单独焊接不锈钢时相同的焊接材料。焊接方法可采用焊条电弧焊、埋弧焊及气体保护焊。
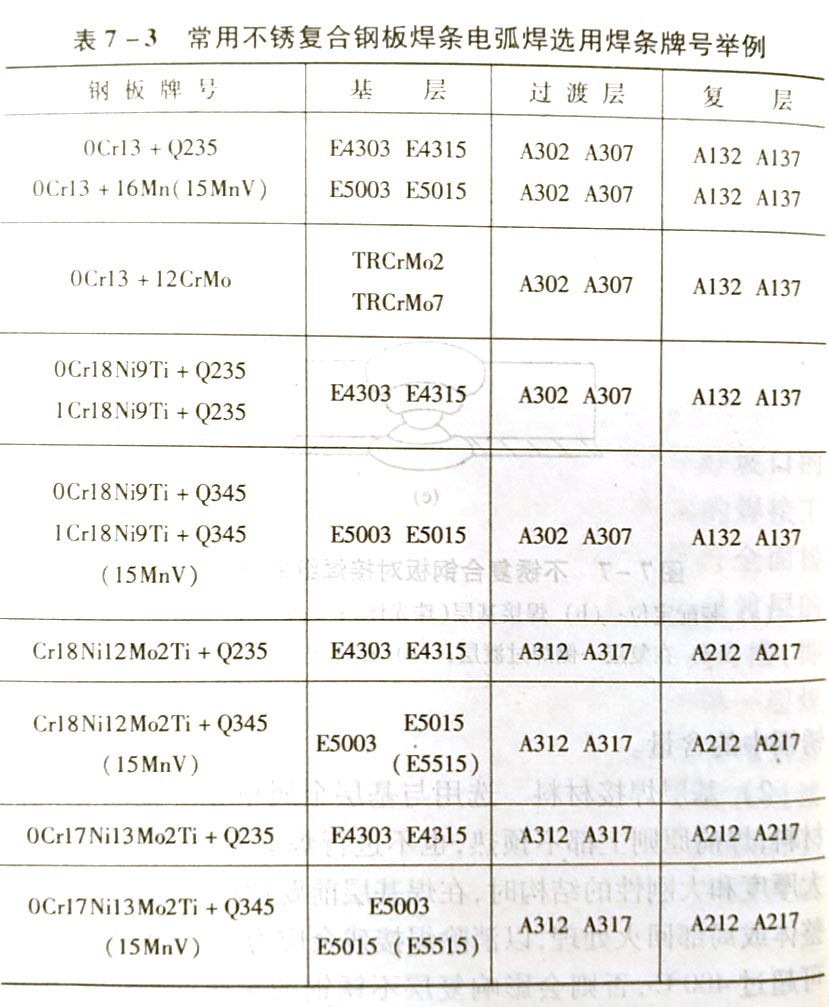
常用不锈复合钢板焊条电弧焊时所选用的焊条牌号举例见表7-3。
(3)坡口形式和尺寸不锈复合钢板对接焊缝的坡口形式和尺寸见表7-4。坡口分外坡口和内坡口两种,其中以外坡口应用最为普遍。 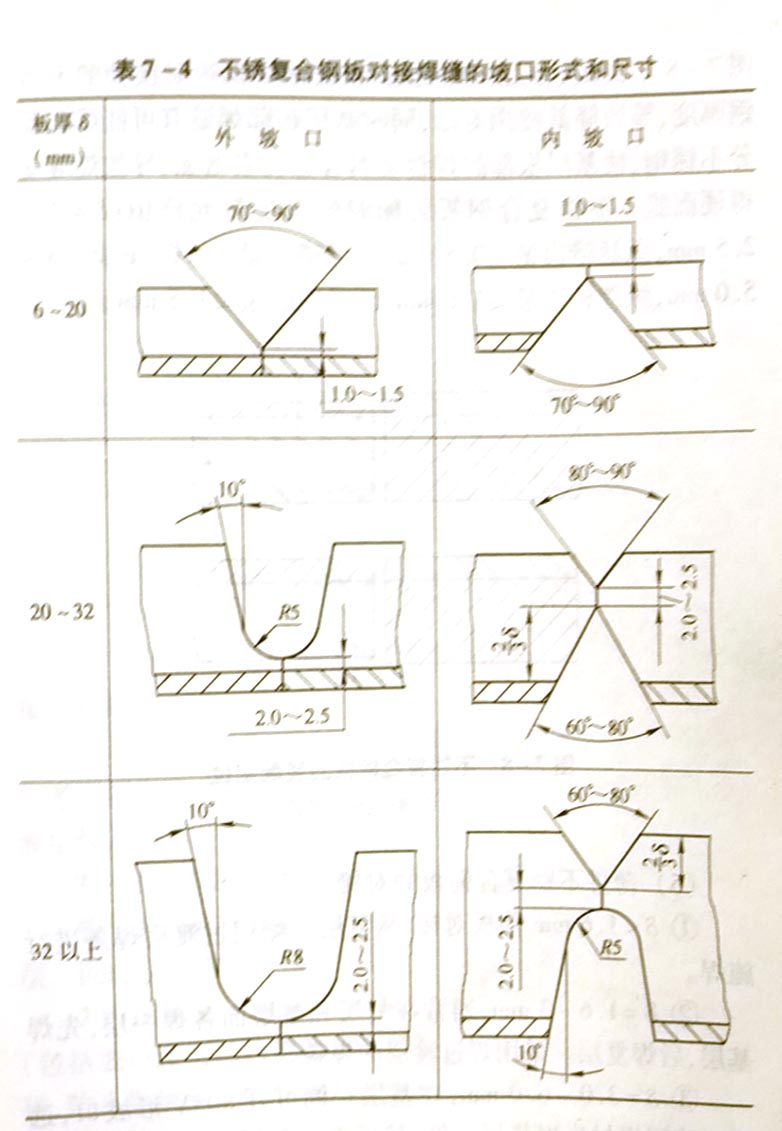 (4)装配定位焊不锈复合钢板装配时,一定要以复层钢为基准对齐,尤其在不同厚度组对时,更应注意这一点,见图7-8。如果复层之间错边过大,会减小错边对接处的不锈钢厚度,导致降低使用寿命,同时基层根部焊缝有可能熔化部分不锈钢,使基层根部的焊缝金属合金元素增加,导致焊缝变得硬而脆。不锈复合钢板装配时的错边量允许值:δ=22.5mm,纵缝错边量≤0.5mm,环缝错边量≤1.0mm;6=35.0mm,纵缝错边量≤1.0mm,环缝错边量≤1.5mm。
(4)装配定位焊不锈复合钢板装配时,一定要以复层钢为基准对齐,尤其在不同厚度组对时,更应注意这一点,见图7-8。如果复层之间错边过大,会减小错边对接处的不锈钢厚度,导致降低使用寿命,同时基层根部焊缝有可能熔化部分不锈钢,使基层根部的焊缝金属合金元素增加,导致焊缝变得硬而脆。不锈复合钢板装配时的错边量允许值:δ=22.5mm,纵缝错边量≤0.5mm,环缝错边量≤1.0mm;6=35.0mm,纵缝错边量≤1.0mm,环缝错边量≤1.5mm。 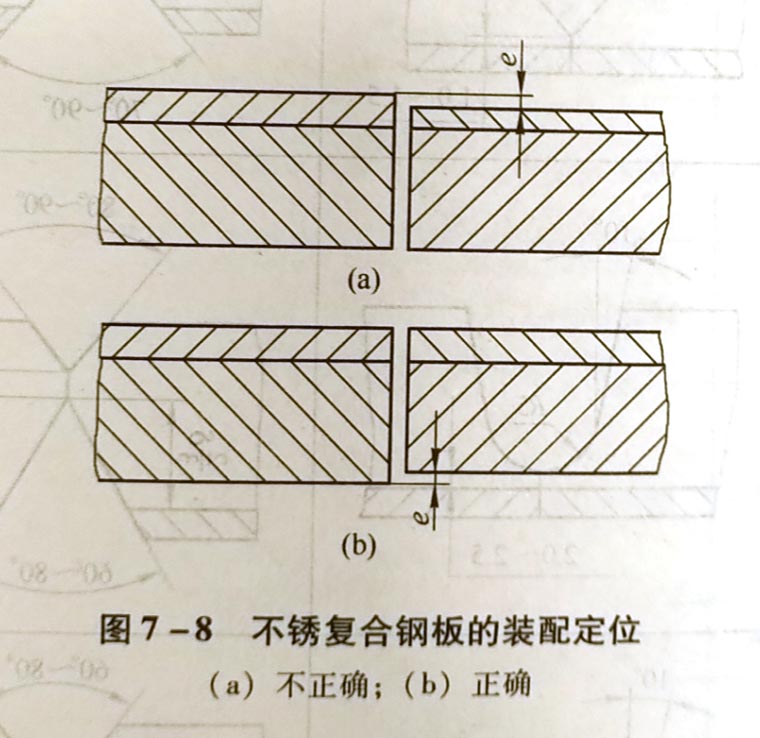 (5)薄件不锈复合钢板的对接
(5)薄件不锈复合钢板的对接
①δ<1.6mm薄板对接,从复层一侧用过渡层焊条进行施焊。
②δ=1.6~3mm,通常在复层和基层面各焊一层,先焊基层,后焊复层。采用焊过渡层的焊条。
③8=3.0~6.0m,在基层一侧可开80°V形坡口,选用过渡层焊材先焊基层一侧,然后再焊复层一侧。在焊接这些薄件不锈复合钢板时,一定要在不影响焊缝质量的前提下, 加快复层焊接的冷却速度,尽量避免复层在40-800℃停留时间过长,而影响其耐腐蚀性能。
(6)不锈复合钢搭接接头的焊接搭接接头形式见图7-9所示。
①在待焊区出现珠光体钢与不锈钢时,要选用过渡层的焊接材料施焊。 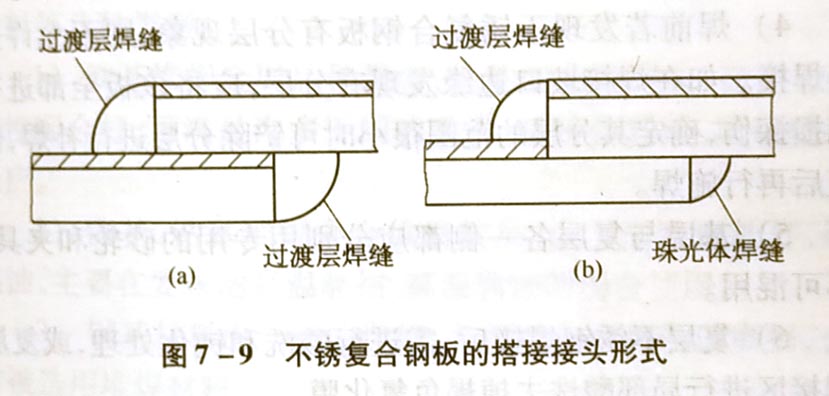
过渡层焊缝 过渡层焊缝
(a)过渡层焊缝 (b)珠光体焊缝
图7-9不锈复合钢板的搭接接头形式
②在待焊区上只出现珠光体钢时,可按基层所选用的焊接材料施焊。
③待焊区都是不锈钢时,应选用复层的焊接材料施焊。但考虑到熔池的熔深会将基层熔化,此时第一层仍要选用过渡层焊接材料才能保证焊缝质量。
答:(1)施焊顺序如图7-7所示,先将开好坡口的 不锈复合钢板装配好,首先焊接基层碳钢,基层钢的焊接工 艺与珠光体钢相同。基层焊毕后,要对其焊缝进行全面检 查,确认焊缝内部质量达到要求后,再开始做焊接过渡层的 准备工作。先在复层不锈钢板一侧铲削成圆弧状沟槽(即 坡口),为防止未焊透,要一直铲到暴露出基层的第一层焊 缝为止,并打磨干净。然后焊接过渡层,其焊缝要熔化到复层不锈钢板的一定厚度,才能起到隔离作用。最后在过渡层上焊接不锈钢复层,复层钢的焊接工艺与不锈钢相同。不锈复合钢板焊接的关键是在基层与复层交界处的过渡层焊接,这在本质上属于异种钢的焊接。
(2)焊接材料的选用 1)过渡层的焊接材料大多采用焊条电弧焊。为减少 基层金属对复层焊缝金属的稀释作用,并补充焊接过程中合 金元素的烧损,焊条中Cr、Ni合金元素的含量应高于复层不
图7-7不锈复合钢板对接焊缝的施焊顺序
(a)装配定位;(b)焊接基层(珠光体);()复层一侧加工坡口 (d)在复层一侧焊过渡层;(e)在过渡层上焊完复层焊缝锈钢中的含量。
(a)装配定位;(b)焊接基层(珠光体);()复层一侧加工坡口 (d)在复层一侧焊过渡层;(e)在过渡层上焊完复层焊缝锈钢中的含量。
2)基层焊接材料选用与基层金属单独焊接时相同的材料,焊前原则上都不预热,也不进行焊后热处理;但遇焊接 大厚度和大刚性的结构时,在焊基层前要预热,焊后也可进行 整体或局部回火处理,以消除焊接残余应力,注意回火温度不可超过400℃,否则会影响复层不锈钢的耐腐蚀性能。基层焊接常用焊条电弧焊及埋弧焊。
3)复层的焊接材料原则上使用与单独焊接不锈钢时相同的焊接材料。焊接方法可采用焊条电弧焊、埋弧焊及气体保护焊。
常用不锈复合钢板焊条电弧焊时所选用的焊条牌号举例见表7-3。
(3)坡口形式和尺寸不锈复合钢板对接焊缝的坡口形式和尺寸见表7-4。坡口分外坡口和内坡口两种,其中以外坡口应用最为普遍。
①δ<1.6mm薄板对接,从复层一侧用过渡层焊条进行施焊。
②δ=1.6~3mm,通常在复层和基层面各焊一层,先焊基层,后焊复层。采用焊过渡层的焊条。
③8=3.0~6.0m,在基层一侧可开80°V形坡口,选用过渡层焊材先焊基层一侧,然后再焊复层一侧。在焊接这些薄件不锈复合钢板时,一定要在不影响焊缝质量的前提下, 加快复层焊接的冷却速度,尽量避免复层在40-800℃停留时间过长,而影响其耐腐蚀性能。
(6)不锈复合钢搭接接头的焊接搭接接头形式见图7-9所示。
①在待焊区出现珠光体钢与不锈钢时,要选用过渡层的焊接材料施焊。
过渡层焊缝 过渡层焊缝
(a)过渡层焊缝 (b)珠光体焊缝
图7-9不锈复合钢板的搭接接头形式
②在待焊区上只出现珠光体钢时,可按基层所选用的焊接材料施焊。
③待焊区都是不锈钢时,应选用复层的焊接材料施焊。但考虑到熔池的熔深会将基层熔化,此时第一层仍要选用过渡层焊接材料才能保证焊缝质量。

热门课程

热门资讯
- 2522
- 2376
- 2374
- 2372
- 2369


- 容易闪眼睛的几种情况,电焊工如何避免2021-10-22
- 怎样快速学会调节氩弧焊的电流?2021-10-22
- 氩弧焊如何焊出不同的颜色?2021-10-22
- 氩弧焊点焊总是会有气孔怎么回事?那么2021-10-22
- 电工证焊工证复审需要多少费用?2021-10-22
- 37名电焊工无证上岗被拘留2021-10-22
- 电焊条有哪几种,电焊条的型号及作用2021-09-23
- 电工、焊工、制冷、高处作业操作证电子2019-11-17
- 不锈复合钢板的焊接工艺要素是什么?2019-11-06





