CO2气体保护焊的工艺特点及冶金特性是什么?
发布时间: 2019-11-03作者:baile100浏览量:
CO2气体保护焊的工艺特点及冶金特性是什么?
答:利用CO2作保护气体的熔化极气体保护电弧焊称为CO2气体保护焊,简称CO2焊。它是目前焊接黑色金属材料的重要熔焊方法之一,在许多金属结构生产中已逐渐取代了焊条电弧焊及埋弧焊。
(1)工艺特点
1)CO2电弧的穿透力强,厚板焊接时可增加坡口钝边和减小坡口角度;焊接电流密度大(通常为100-300Amm2)焊丝熔化率高;焊后一般不需清渣,CO2焊的生产率比焊条电弧焊高约1-3倍。
2)纯CO2焊在一般工艺范围内不能达到射流过渡,实 际上常用短路过渡和滴状过渡,加入混合气体后才有可能获 得射流过渡。
3)采用短路过渡技术可用于全位置焊接,而且对薄壁构件焊接质量高,焊后变形小。因为它电弧热量集中、受热面积小、焊接速度快、且CO2气流对焊件起到一定的冷却作用,故可防止焊接薄件时烧穿和减少变形。
4)抗锈能力强,焊缝含氢量低,焊接低合金高强度钢时冷裂纹的倾向小。
5)CO2气体价格便宜,焊前对焊件清理可从简,其焊接成本只有埋弧焊和焊条电弧焊的40%~50%。
6)焊接过程中金属飞溅较多,尤其当焊接工艺参数匹配不当时就更为严重。
7)电弧气氛有很强的氧化性,不能焊接易氧化的金属材料。抗风能力较弱,室外作业需有防风措施。
8)焊接弧光较强,特别是大电流焊接时,要注意对操作人员进行防弧光辐射保护。
9)CO2气体保护焊的熔滴过渡有两种形式,即喷射过渡和短路过渡。
(2)冶金特性
1)CO2的氧化性CO2焊接过程在冶金方面主要表现在CO2是一种氧化性气体,在高温时进行分解,具有强烈的氧化作用,把合金元素氧化烧损或造成气孔和飞溅。解决CO2焊氧化性的措施是脱氧。具体做法是在焊丝中(或在药芯焊丝的芯料中)加入一定量的脱氧剂。实践表明采用Mn-S联合脱氧效果最好,可以焊出高质量的焊 缝,目前国内外广泛应用Ho8Mn2Si焊丝。
2)气孔问题CO2气体保护焊时,会产生氮气、一氧化碳和氢气孔。
氮气孔主要是保护气层遭到破坏,使大量空气侵入熔池所致。一氧化碳气孔产生的主要原因是在焊接熔池开始结眼 过程中,熔池中的碳与FO反应生成的CO气体来不及逸出 而形成气孔。CO2气体具有氧化性,可以抑制氢气孔的产生 只要焊前对CO2气体进行干燥处理,去除水分,清除焊丝和 焊件表面的杂质,则产生氢气孔的可能性很小。 CO2气体保护焊焊缝产生的气孔主要是氮气孔。提高气 体的保护效果是防止氮气孔的重要措施。CO2气体保护焊接 接头中扩散氢的含量比采用其他焊接方法要低,见表3-27
表3-27各种焊接方法焊接接头中扩散氢的含量 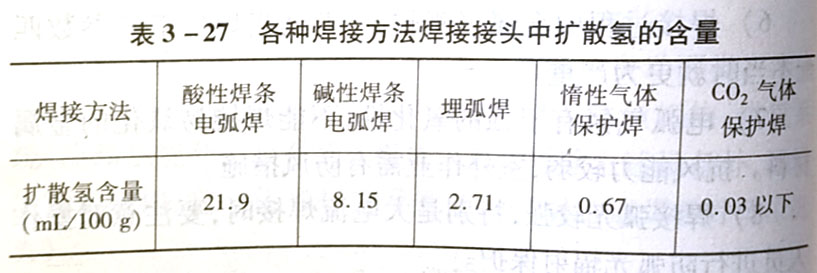 焊接方法酸性焊条碱性焊条 电弧焊电弧焊埋弧焊 惰性气体CO2气体保护焊。保护焊扩散氢含量 21.9 (mL/100g) 8.15 0.67 0.03以下:
焊接方法酸性焊条碱性焊条 电弧焊电弧焊埋弧焊 惰性气体CO2气体保护焊。保护焊扩散氢含量 21.9 (mL/100g) 8.15 0.67 0.03以下:
3)CO2气体保护焊的飞溅飞溅是CO2气体保护焊的 主要缺点,严重时甚至要影响焊接过程的正常进行。产生飞 溅的主要原因及减少飞溅的措施如下 ①熔滴过渡时,处于高温下的CO2气体从熔滴中急剧 膨胀、逸出,造成飞溅。防止措施是在焊丝中加入脱氧剂,如 硅、锰等,同时限制焊丝中的含碳量[(C)<0.1%]。 ②熔滴在斑点压力的作用下,形成飞溅。用直流正接法 时,熔滴受斑点压力大,飞溅也大。若采用反接法可大为减少飞溅。
③熔滴在短路过渡时,短路焊接电流增长太大,使熔滴 过热,内部金属蒸气膨胀而形成飞溅。防止的措施是在焊接 回路中串接一定数值的电感,可减少这种飞溅。
④当焊接规范选择不当时,也会引起飞溅,故应选择正确的焊接规范。
答:利用CO2作保护气体的熔化极气体保护电弧焊称为CO2气体保护焊,简称CO2焊。它是目前焊接黑色金属材料的重要熔焊方法之一,在许多金属结构生产中已逐渐取代了焊条电弧焊及埋弧焊。
(1)工艺特点
1)CO2电弧的穿透力强,厚板焊接时可增加坡口钝边和减小坡口角度;焊接电流密度大(通常为100-300Amm2)焊丝熔化率高;焊后一般不需清渣,CO2焊的生产率比焊条电弧焊高约1-3倍。
2)纯CO2焊在一般工艺范围内不能达到射流过渡,实 际上常用短路过渡和滴状过渡,加入混合气体后才有可能获 得射流过渡。
3)采用短路过渡技术可用于全位置焊接,而且对薄壁构件焊接质量高,焊后变形小。因为它电弧热量集中、受热面积小、焊接速度快、且CO2气流对焊件起到一定的冷却作用,故可防止焊接薄件时烧穿和减少变形。
4)抗锈能力强,焊缝含氢量低,焊接低合金高强度钢时冷裂纹的倾向小。
5)CO2气体价格便宜,焊前对焊件清理可从简,其焊接成本只有埋弧焊和焊条电弧焊的40%~50%。
6)焊接过程中金属飞溅较多,尤其当焊接工艺参数匹配不当时就更为严重。
7)电弧气氛有很强的氧化性,不能焊接易氧化的金属材料。抗风能力较弱,室外作业需有防风措施。
8)焊接弧光较强,特别是大电流焊接时,要注意对操作人员进行防弧光辐射保护。
9)CO2气体保护焊的熔滴过渡有两种形式,即喷射过渡和短路过渡。
(2)冶金特性
1)CO2的氧化性CO2焊接过程在冶金方面主要表现在CO2是一种氧化性气体,在高温时进行分解,具有强烈的氧化作用,把合金元素氧化烧损或造成气孔和飞溅。解决CO2焊氧化性的措施是脱氧。具体做法是在焊丝中(或在药芯焊丝的芯料中)加入一定量的脱氧剂。实践表明采用Mn-S联合脱氧效果最好,可以焊出高质量的焊 缝,目前国内外广泛应用Ho8Mn2Si焊丝。
2)气孔问题CO2气体保护焊时,会产生氮气、一氧化碳和氢气孔。
氮气孔主要是保护气层遭到破坏,使大量空气侵入熔池所致。一氧化碳气孔产生的主要原因是在焊接熔池开始结眼 过程中,熔池中的碳与FO反应生成的CO气体来不及逸出 而形成气孔。CO2气体具有氧化性,可以抑制氢气孔的产生 只要焊前对CO2气体进行干燥处理,去除水分,清除焊丝和 焊件表面的杂质,则产生氢气孔的可能性很小。 CO2气体保护焊焊缝产生的气孔主要是氮气孔。提高气 体的保护效果是防止氮气孔的重要措施。CO2气体保护焊接 接头中扩散氢的含量比采用其他焊接方法要低,见表3-27
表3-27各种焊接方法焊接接头中扩散氢的含量
3)CO2气体保护焊的飞溅飞溅是CO2气体保护焊的 主要缺点,严重时甚至要影响焊接过程的正常进行。产生飞 溅的主要原因及减少飞溅的措施如下 ①熔滴过渡时,处于高温下的CO2气体从熔滴中急剧 膨胀、逸出,造成飞溅。防止措施是在焊丝中加入脱氧剂,如 硅、锰等,同时限制焊丝中的含碳量[(C)<0.1%]。 ②熔滴在斑点压力的作用下,形成飞溅。用直流正接法 时,熔滴受斑点压力大,飞溅也大。若采用反接法可大为减少飞溅。
③熔滴在短路过渡时,短路焊接电流增长太大,使熔滴 过热,内部金属蒸气膨胀而形成飞溅。防止的措施是在焊接 回路中串接一定数值的电感,可减少这种飞溅。
④当焊接规范选择不当时,也会引起飞溅,故应选择正确的焊接规范。

热门课程

热门资讯
- 2522
- 2376
- 2374
- 2372
- 2369


- 容易闪眼睛的几种情况,电焊工如何避免2021-10-22
- 怎样快速学会调节氩弧焊的电流?2021-10-22
- 氩弧焊如何焊出不同的颜色?2021-10-22
- 氩弧焊点焊总是会有气孔怎么回事?那么2021-10-22
- 电工证焊工证复审需要多少费用?2021-10-22
- 37名电焊工无证上岗被拘留2021-10-22
- 电焊条有哪几种,电焊条的型号及作用2021-09-23
- 电工、焊工、制冷、高处作业操作证电子2019-11-17
- 不锈复合钢板的焊接工艺要素是什么?2019-11-06





