氩弧焊打钨极什么原因,夹钨又是怎么回事?
发布时间: 2021-09-19作者:baile100浏览量:
大家好,我是焊工老宋,昨天有兄弟私信问我出现打钨针的现象,那么我们在焊接的时候钨针的长度,应该伸出多长合适,如果说打钨针的话,他会有什么缺陷呢?
那么今天就简单的跟大家分享一下。首先我们来说一下在焊接的过程中,如果出现打钨针的话,他会不会产生什么缺陷呢?如果我们在起弧的时候,或者说在焊接的过程中,出现轻微的打钨针或者说钨针损坏比较小的话,这个应该说对焊接的焊缝不会有太明显的缺陷,如果有钨针打的比较大的话。比如说缺失一块,那么这个时候就会在焊缝中间出现夹钨的现象,如果拍片的时候这个片子上会显示到非常重的暗影,这是不合格的。
那么今天就简单的跟大家分享一下。首先我们来说一下在焊接的过程中,如果出现打钨针的话,他会不会产生什么缺陷呢?如果我们在起弧的时候,或者说在焊接的过程中,出现轻微的打钨针或者说钨针损坏比较小的话,这个应该说对焊接的焊缝不会有太明显的缺陷,如果有钨针打的比较大的话。比如说缺失一块,那么这个时候就会在焊缝中间出现夹钨的现象,如果拍片的时候这个片子上会显示到非常重的暗影,这是不合格的。
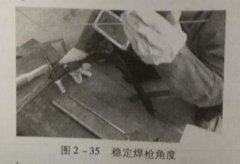
然后我们来说一下钨针的长度,焊接的时候我们调节钨针的长度不是一定的。这个要根据我们的管子的厚度管壁厚度来决定的。你不管厚度他是多厚,我们的钨针尖,离管壁内侧坡口保持到一到两毫米最为合适。如果太长的话呢?离这个熔池还有送丝都比较近,非常的容易打钨针,如果说太短的话呢,这个火力不集中,所以说钨针的长度非常重要。总之打钨针归根结底还是手不稳造成的。比如说,新手焊工,不管是我们拿焊丝的手或者是拿焊把的手,两个手一定要稳,他就是一个配合,一定要配合好,所以在焊接的时候一定要找对支点。
那么这个支点非常重要,这个最好的支点呢,就是我们焊接的管子,我们在送丝的时候,我们的手可以以管子为支点,我们在拿焊把的时候,也可以以这个管子为支点,比如说摇把的时候,瓷嘴以这个坡口为支点,这个相对来说比较好操作一点。如果说飘把的时候呢,我们可以用我的小拇指或者无名指,紧贴着管子,平稳的移动,掌握好每一个细节,我们在焊接的时候才会灵活自如,希望今天的视频对大家有所帮助。关注我了解更多的焊接小技巧。
那么这个支点非常重要,这个最好的支点呢,就是我们焊接的管子,我们在送丝的时候,我们的手可以以管子为支点,我们在拿焊把的时候,也可以以这个管子为支点,比如说摇把的时候,瓷嘴以这个坡口为支点,这个相对来说比较好操作一点。如果说飘把的时候呢,我们可以用我的小拇指或者无名指,紧贴着管子,平稳的移动,掌握好每一个细节,我们在焊接的时候才会灵活自如,希望今天的视频对大家有所帮助。关注我了解更多的焊接小技巧。

热门课程

热门资讯
- 1572
- 1536
- 1535
- 1529
- 1528

- 氩弧焊打钨极什么原因,夹钨又是怎么回2021-09-19
- 初学氩弧焊点焊技巧-电流调节技巧-不锈2019-03-02
- 氩弧焊操作要领2019-02-10
- 氩弧焊焊件装配定位焊2019-02-10
- 氩弧焊焊接工艺参数2019-02-02
- 氩弧焊焊接特点2019-02-02
- 氩弧焊焊前准备2019-02-02
- 引弧及平敷焊容易出现的问题2019-01-29
- 薄板引弧及平敷焊的操作要领2019-01-29





