选用U形与组合形坡口时有哪些注意事项?
发布时间: 2019-11-06作者:baile100浏览量:
选用U形与组合形坡口时有哪些注意事项?
答:U形坡口焊缝填充金属少,根部应力集中小,且有利 于根部焊道的熔透及成形。带钝边的U形坡口还便于组装与对接,但坡口的加工较复杂。
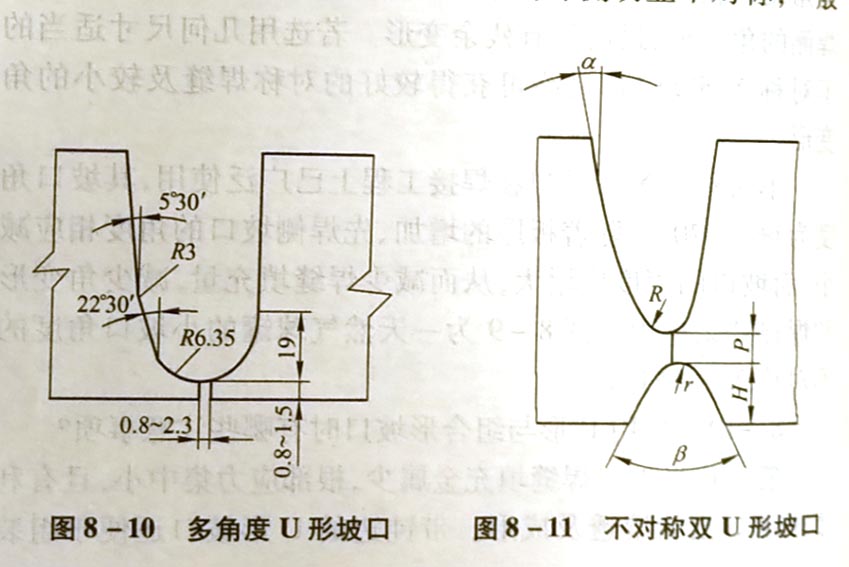
U形坡口的根部圆角半径(R)和坡口角度(a)有关联。R较小,a较大时有利于埋弧焊机头(或电弧焊焊钳)倾斜操作,避免边缘未熔合和咬边。但随着板厚的增加,坡口角度变大,填充金属也递增,残余应力相应增大。因此,厚壁容器的焊接采取增大根部 圆角半径R(同时也改善了焊缝成形系数,有利于防止根部焊 道的热裂纹)和减小坡口角度a的方法。特厚板焊接采用U 形或多角度的U形坡口,如图8-10所示。其根部需采用全 焊透的焊条电弧焊。口溶这,中酒美 厚板或特厚板通常采用组合形坡口,如图8-11所示为 不对称双U形坡口。
这类坡口由于内外侧明显不对称,一般常用于环缝焊接,不宜用于纵缝,以避免纵缝出现较大的角变形。外侧埋弧焊时,容易出现根部结晶裂纹,所以应控制打底焊道的成形系数,钝边不宜大,应适当增加R、减小a。若采用窄间隙焊,为满足打底焊道的成形系数,次层及后续焊层必须是每层两道的特定工艺,适用薄层薄道的多层多道施焊。
答:U形坡口焊缝填充金属少,根部应力集中小,且有利 于根部焊道的熔透及成形。带钝边的U形坡口还便于组装与对接,但坡口的加工较复杂。
U形坡口的根部圆角半径(R)和坡口角度(a)有关联。R较小,a较大时有利于埋弧焊机头(或电弧焊焊钳)倾斜操作,避免边缘未熔合和咬边。但随着板厚的增加,坡口角度变大,填充金属也递增,残余应力相应增大。因此,厚壁容器的焊接采取增大根部 圆角半径R(同时也改善了焊缝成形系数,有利于防止根部焊 道的热裂纹)和减小坡口角度a的方法。特厚板焊接采用U 形或多角度的U形坡口,如图8-10所示。其根部需采用全 焊透的焊条电弧焊。口溶这,中酒美 厚板或特厚板通常采用组合形坡口,如图8-11所示为 不对称双U形坡口。
这类坡口由于内外侧明显不对称,一般常用于环缝焊接,不宜用于纵缝,以避免纵缝出现较大的角变形。外侧埋弧焊时,容易出现根部结晶裂纹,所以应控制打底焊道的成形系数,钝边不宜大,应适当增加R、减小a。若采用窄间隙焊,为满足打底焊道的成形系数,次层及后续焊层必须是每层两道的特定工艺,适用薄层薄道的多层多道施焊。

热门课程

热门资讯
- 3095
- 3094
- 3093
- 3092
- 2477





- 手把电焊焊薄铁怎么焊2020-03-17
- 手工焊接方法与技巧2020-03-17
- 目前焊接方法有哪几种2020-03-17
- 焊接方法有哪些?2020-03-17
- 钛及钛合金有什么特点?2019-11-11
- 铝及铝合金有什么特点?2019-11-11
- 铜及铜合金有什么特点?2019-11-11
- 常见的有色金属有哪些种类?2019-11-11
- 常用的热处理方法与焊接有什么关系?2019-11-11





