如何在焊缝的对称性上减少角变形量?
发布时间: 2019-11-06作者:baile100浏览量:
如何在焊缝的对称性上减少角变形量?
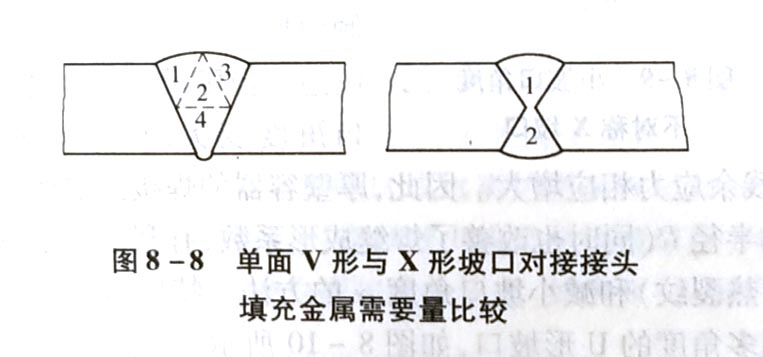
答:对称的X形坡口具有角变形量小和应力集中系数小的优点,而且还可作两面交替焊接。单边V形坡口和X形坡口焊缝金属的填充量比较如图8-8所示。按图示X形坡口的填充金属量仅为V形坡囗焊缝的一半,所以X形坡口在中厚板对接焊时得到了广泛的应用。
在实际生产中,对对称的X形坡口,先焊侧焊后要清根,清根后使原对称的坡口变成不对称。
若不清根,先焊侧产生的角变形较大,对称坡口的后焊侧因刚性增加,不可能具有先焊侧的角变形,最后仍有残余变形。若选用几何尺寸适当的不对称X形坡口,最终可获得较好的对称焊缝及较小的角变形。
不对称的x形坡口在焊接工程上已广泛使用,其坡口角 度为60°~70°。随着板厚的增加、先焊侧坡口的角度相应减 小,而坡口的深度应增大,从而减少焊缝填充量,减少角变形 和焊接残余应力。图8-9为一天然气球罐的小坡口角度的 不对称X形坡口。
答:对称的X形坡口具有角变形量小和应力集中系数小的优点,而且还可作两面交替焊接。单边V形坡口和X形坡口焊缝金属的填充量比较如图8-8所示。按图示X形坡口的填充金属量仅为V形坡囗焊缝的一半,所以X形坡口在中厚板对接焊时得到了广泛的应用。
在实际生产中,对对称的X形坡口,先焊侧焊后要清根,清根后使原对称的坡口变成不对称。
若不清根,先焊侧产生的角变形较大,对称坡口的后焊侧因刚性增加,不可能具有先焊侧的角变形,最后仍有残余变形。若选用几何尺寸适当的不对称X形坡口,最终可获得较好的对称焊缝及较小的角变形。
不对称的x形坡口在焊接工程上已广泛使用,其坡口角 度为60°~70°。随着板厚的增加、先焊侧坡口的角度相应减 小,而坡口的深度应增大,从而减少焊缝填充量,减少角变形 和焊接残余应力。图8-9为一天然气球罐的小坡口角度的 不对称X形坡口。

热门课程

热门资讯
- 3095
- 3094
- 3093
- 3092
- 2477





- 手把电焊焊薄铁怎么焊2020-03-17
- 手工焊接方法与技巧2020-03-17
- 目前焊接方法有哪几种2020-03-17
- 焊接方法有哪些?2020-03-17
- 钛及钛合金有什么特点?2019-11-11
- 铝及铝合金有什么特点?2019-11-11
- 铜及铜合金有什么特点?2019-11-11
- 常见的有色金属有哪些种类?2019-11-11
- 常用的热处理方法与焊接有什么关系?2019-11-11





