冷裂纹的防止措施有哪些?
发布时间: 2019-10-22作者:baile100浏览量:
答:按冷裂纹的三大要素进行控制。
1)从设计上首先应选用抗冷裂性能好的钢材。尽量选用碳当量或冷裂纹敏感系数小的钢材,因碳当量与冷裂纹敏感系数对冷裂纹的影响最大。近年来发展了一些无裂纹钢(如CF钢),这些钢种的中、厚板焊前无需预热。
2)合理选择和使用焊接材料。碱性焊条每百克熔敷金属中的扩散氢含量仅几毫升,而酸性焊条可高达几十毫升,所以对重要的低合金高强度钢结构,原则上都应选用碱性焊条。我国按国际标准1503690-197附录1-1983(E)中把焊条按扩散氢含量划分为控氢焊条与非控氢焊条两大类,控氢焊条又分为中氢、低氢和极低氢三类,见表2-5。对重要的焊接结构尽量选用扩散氢含量小于2mL/100g的超低氢焊条或超低氢高韧性焊条。 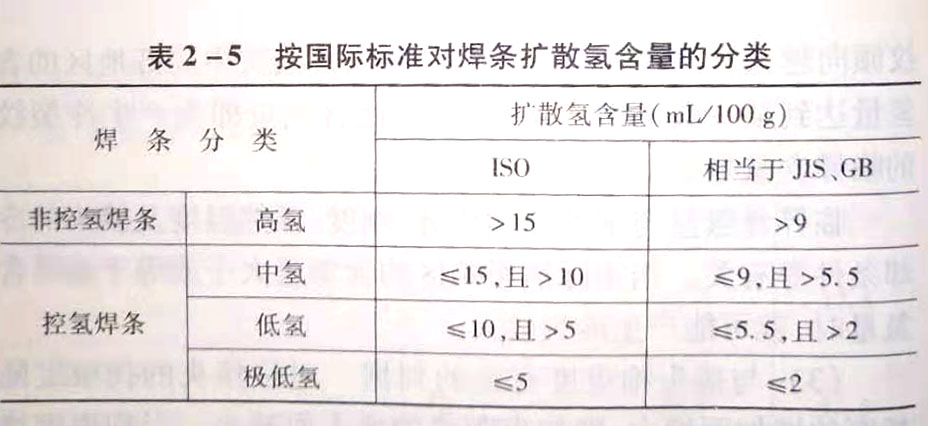 ①碱性焊条(焊剂)应严格按规定烘干及保温。同时严 格遵守各项焊条储存、保管、发放及回收制度。 ②选用低匹配焊条。用“软层焊接”的方法在高强度钢 结构的底层使用抗裂性好的焊材,在表层2~6mm处采用强 度稍低于母材的焊条,这样可增加焊缝金属的塑性储备,降低接头的拘束应力,提高抗冷裂性。
①碱性焊条(焊剂)应严格按规定烘干及保温。同时严 格遵守各项焊条储存、保管、发放及回收制度。 ②选用低匹配焊条。用“软层焊接”的方法在高强度钢 结构的底层使用抗裂性好的焊材,在表层2~6mm处采用强 度稍低于母材的焊条,这样可增加焊缝金属的塑性储备,降低接头的拘束应力,提高抗冷裂性。
③采用奧氏体焊条焊接淬硬倾向较大的钢种。奥氏体焊缝可溶解较多的氢,同时奥氏体焊缝塑、韧性较好。但应注意:奥氏体焊缝强度低,不能承受较大主应力;同时施焊时熔合比不可大,否则反而会出现淬硬的马氏体组织。
3)制订正确的焊接工艺。
①严格控制焊接热输入,在充分保证焊接接头韧性的前提下,适当加大热输入,增大冷却时间,有利于氢的逸出及减小热影响区淬硬倾向。
②2合理选择预热温度。预热是防止冷裂纹的有效措施,它的主要目的是增大热循环的低温参数,使之有利于氢的充 分扩散与逸出。预热温度的选择需视施焊环境温度、钢材的 强度等级焊件厚度坡口形式焊缝金属中扩散氢含量等因 素而定。我国国产低合金钢在插销试验条件下确定的预热经
验公式为:
7。=324Pm+17.7H]+0.1401+4.276-214
式中P=m冷裂纹感指数
[H]—熔敷金属的扩散氢含量(m∠100g)(GB/T
3965-1995甘油测氢法)
6——被焊件厚度(mm);
,—被焊金属的抗拉强度(MPa)。
确定后热温度(消氢)。后热不仅能消氢还可韧化热影响区和焊缝组织。
4)充分利用多层多道焊的有利影响,但必须控制每层道的长度。
5)加强工艺管理。 ①彻底清理焊接坡口。
②保证焊条或焊剂烘干。
③提高装配质量。
④保证焊接质量,提高焊工技能水平。
⑤注意施工环境。
1)从设计上首先应选用抗冷裂性能好的钢材。尽量选用碳当量或冷裂纹敏感系数小的钢材,因碳当量与冷裂纹敏感系数对冷裂纹的影响最大。近年来发展了一些无裂纹钢(如CF钢),这些钢种的中、厚板焊前无需预热。
2)合理选择和使用焊接材料。碱性焊条每百克熔敷金属中的扩散氢含量仅几毫升,而酸性焊条可高达几十毫升,所以对重要的低合金高强度钢结构,原则上都应选用碱性焊条。我国按国际标准1503690-197附录1-1983(E)中把焊条按扩散氢含量划分为控氢焊条与非控氢焊条两大类,控氢焊条又分为中氢、低氢和极低氢三类,见表2-5。对重要的焊接结构尽量选用扩散氢含量小于2mL/100g的超低氢焊条或超低氢高韧性焊条。
③采用奧氏体焊条焊接淬硬倾向较大的钢种。奥氏体焊缝可溶解较多的氢,同时奥氏体焊缝塑、韧性较好。但应注意:奥氏体焊缝强度低,不能承受较大主应力;同时施焊时熔合比不可大,否则反而会出现淬硬的马氏体组织。
3)制订正确的焊接工艺。
①严格控制焊接热输入,在充分保证焊接接头韧性的前提下,适当加大热输入,增大冷却时间,有利于氢的逸出及减小热影响区淬硬倾向。
②2合理选择预热温度。预热是防止冷裂纹的有效措施,它的主要目的是增大热循环的低温参数,使之有利于氢的充 分扩散与逸出。预热温度的选择需视施焊环境温度、钢材的 强度等级焊件厚度坡口形式焊缝金属中扩散氢含量等因 素而定。我国国产低合金钢在插销试验条件下确定的预热经
验公式为:
7。=324Pm+17.7H]+0.1401+4.276-214
式中P=m冷裂纹感指数
[H]—熔敷金属的扩散氢含量(m∠100g)(GB/T
3965-1995甘油测氢法)
6——被焊件厚度(mm);
,—被焊金属的抗拉强度(MPa)。
确定后热温度(消氢)。后热不仅能消氢还可韧化热影响区和焊缝组织。
4)充分利用多层多道焊的有利影响,但必须控制每层道的长度。
5)加强工艺管理。 ①彻底清理焊接坡口。
②保证焊条或焊剂烘干。
③提高装配质量。
④保证焊接质量,提高焊工技能水平。
⑤注意施工环境。

热门课程

热门资讯
- 3095
- 3094
- 3093
- 3092
- 2477





- 手把电焊焊薄铁怎么焊2020-03-17
- 手工焊接方法与技巧2020-03-17
- 目前焊接方法有哪几种2020-03-17
- 焊接方法有哪些?2020-03-17
- 钛及钛合金有什么特点?2019-11-11
- 铝及铝合金有什么特点?2019-11-11
- 铜及铜合金有什么特点?2019-11-11
- 常见的有色金属有哪些种类?2019-11-11
- 常用的热处理方法与焊接有什么关系?2019-11-11





