异种钢焊接的熔焊工艺要素是什么?
发布时间: 2019-11-06作者:baile100浏览量:
异种钢焊接的熔焊工艺要素是什么?
答(1)焊接方法焊接异种钢构件有多种方法,选用时主要根据能否获得优质的焊接接头、成本高低、生产批量大小等具体因素来决定。焊接珠光体钢与奥氏体钢接头时需控制母材的熔合比,以降低珠光体母材对焊缝的稀释作用。
焊条电弧焊的熔合比较小,变化范围也小,因而焊缝成分比较稳定,很适于异种钢的焊接。这种焊接方法方便灵活,不受工件形状限制,设备简单,成本低廉,因此得到了广泛的应用,但生产率较低。
熔化极气体保护焊焊接异种钢时,由于高合金钢焊丝电 阻大熔点低,所以焊丝熔化快,可提高焊接速度,使母材的熔 合比很小,其变化范围也比较小,因而也适于焊接异种钢自动埋弧焊的熔合比变化范围大。焊接电流越高,熔合 比也越大。因此,采用埋弧焊时要严格控制熔合比及热输入。
(2)焊接材料正确选择焊接材料是异种钢焊接的关 键,接头质量和性能与焊接材料关系十分密切。异种钢接头 的焊缝与熔合区,由于有合金元素被稀释和碳的迁移等因素 的影响,存在着一个过渡区段,过渡区段不但化学成分和金相 组织不均匀,而且物理性能也不同,甚至力学性能也有极大的 差异,可能引起缺陷或严重降低性能,所以必须按照母材的成 分、性能、接头形式及使用要求正确地选择焊接材料。 例如,Cr12型高铬热强钢与铬钼钒珠光体耐热钢的12C1Mo异种钢焊接,若选用性能较低12CnMV钢常用的 F5515-B2-V(R317)工作温度<540℃的焊条,在Crl2热影响区会出现裂纹;而选用性能较高的Cr12钢常用的E2I MoWNiV-15(R817)工作温度<580℃的焊条,可避免热影响区裂纹。又如,15CMo珠光体耐热钢与20g碳素钢焊接时,因这两类钢的热物理性能较相近,焊接性良好,均可采用与它们成分相对应的焊接材料,即分别采用珠光体耐热的焊条E5015-A1(R107)或低碳钢的焊条E5015(J507)。采用E5015焊条时,焊后在相同的热处理条件下焊接接头具有较高的冲击韧度。
选择异种钢焊接材料的基本原则可归纳如下:
1)在确保焊接接头不产生裂纹等缺陷的前提下,如果不可兼顾焊缝金属的强度和塑性,则应选用塑性较好的焊接材料。
2)异种钢焊接材料的焊缝金属性能只需符合两种母材中的一种即认为满足技术要求。
3)焊接材料应具有好的工艺性能,焊缝成形美观。
4)焊接材料应经济、易得。 实际选择焊接材料应综合全面考虑而不能简单依据某一原则。
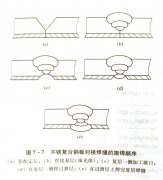
(3)坡口角度异种钢焊接时,确定坡口角度的主要依 据除母材厚度外,还有母材在焊缝金属中的熔合比。坡口角 度越大,熔合比越小;坡口角度越小,熔合比越大。堆焊时,相当于坡口角度为180,其熔合比最小,但每层之间熔合比的 变化则较大。异种钢多层焊时,确定坡口角度要考虑多种因素的综合影响,原则上是希望熔合比越小越好,因为这样能使焊缝金属的化学成分和性能比较稳定,波动较小。
答(1)焊接方法焊接异种钢构件有多种方法,选用时主要根据能否获得优质的焊接接头、成本高低、生产批量大小等具体因素来决定。焊接珠光体钢与奥氏体钢接头时需控制母材的熔合比,以降低珠光体母材对焊缝的稀释作用。
焊条电弧焊的熔合比较小,变化范围也小,因而焊缝成分比较稳定,很适于异种钢的焊接。这种焊接方法方便灵活,不受工件形状限制,设备简单,成本低廉,因此得到了广泛的应用,但生产率较低。
熔化极气体保护焊焊接异种钢时,由于高合金钢焊丝电 阻大熔点低,所以焊丝熔化快,可提高焊接速度,使母材的熔 合比很小,其变化范围也比较小,因而也适于焊接异种钢自动埋弧焊的熔合比变化范围大。焊接电流越高,熔合 比也越大。因此,采用埋弧焊时要严格控制熔合比及热输入。
(2)焊接材料正确选择焊接材料是异种钢焊接的关 键,接头质量和性能与焊接材料关系十分密切。异种钢接头 的焊缝与熔合区,由于有合金元素被稀释和碳的迁移等因素 的影响,存在着一个过渡区段,过渡区段不但化学成分和金相 组织不均匀,而且物理性能也不同,甚至力学性能也有极大的 差异,可能引起缺陷或严重降低性能,所以必须按照母材的成 分、性能、接头形式及使用要求正确地选择焊接材料。 例如,Cr12型高铬热强钢与铬钼钒珠光体耐热钢的12C1Mo异种钢焊接,若选用性能较低12CnMV钢常用的 F5515-B2-V(R317)工作温度<540℃的焊条,在Crl2热影响区会出现裂纹;而选用性能较高的Cr12钢常用的E2I MoWNiV-15(R817)工作温度<580℃的焊条,可避免热影响区裂纹。又如,15CMo珠光体耐热钢与20g碳素钢焊接时,因这两类钢的热物理性能较相近,焊接性良好,均可采用与它们成分相对应的焊接材料,即分别采用珠光体耐热的焊条E5015-A1(R107)或低碳钢的焊条E5015(J507)。采用E5015焊条时,焊后在相同的热处理条件下焊接接头具有较高的冲击韧度。
选择异种钢焊接材料的基本原则可归纳如下:
1)在确保焊接接头不产生裂纹等缺陷的前提下,如果不可兼顾焊缝金属的强度和塑性,则应选用塑性较好的焊接材料。
2)异种钢焊接材料的焊缝金属性能只需符合两种母材中的一种即认为满足技术要求。
3)焊接材料应具有好的工艺性能,焊缝成形美观。
4)焊接材料应经济、易得。 实际选择焊接材料应综合全面考虑而不能简单依据某一原则。
(3)坡口角度异种钢焊接时,确定坡口角度的主要依 据除母材厚度外,还有母材在焊缝金属中的熔合比。坡口角 度越大,熔合比越小;坡口角度越小,熔合比越大。堆焊时,相当于坡口角度为180,其熔合比最小,但每层之间熔合比的 变化则较大。异种钢多层焊时,确定坡口角度要考虑多种因素的综合影响,原则上是希望熔合比越小越好,因为这样能使焊缝金属的化学成分和性能比较稳定,波动较小。

热门课程

热门资讯
- 2522
- 2376
- 2374
- 2372
- 2369


- 容易闪眼睛的几种情况,电焊工如何避免2021-10-22
- 怎样快速学会调节氩弧焊的电流?2021-10-22
- 氩弧焊如何焊出不同的颜色?2021-10-22
- 氩弧焊点焊总是会有气孔怎么回事?那么2021-10-22
- 电工证焊工证复审需要多少费用?2021-10-22
- 37名电焊工无证上岗被拘留2021-10-22
- 电焊条有哪几种,电焊条的型号及作用2021-09-23
- 电工、焊工、制冷、高处作业操作证电子2019-11-17
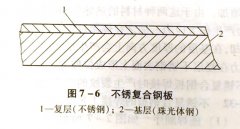
- 不锈复合钢板的焊接工艺要素是什么?2019-11-06





