电子束焊接的优缺点
发布时间: 2017-06-25作者:baile100浏览量:
首先宋老师来讲讲【电子束焊接的缺点】
1】:设备比较复杂,费用比较昂贵。
2】:焊接前对接头加工、装配要求严格,以保证接头位置准确,间隙小而且均匀。
3】:真空电子束焊接时,被焊工件尺寸和形状常常受到真空室的限制。
4】:电子束易受杂散电磁场的干扰,影响焊接质量。
5】:电子束焊时产生的X射线需要严加防护以保证操作人员的健康和安全。
【其次就是电子束焊接的优点】
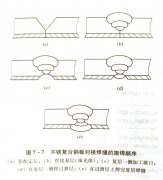
1】:电子束穿透能力强,焊缝深宽比大,可达到50:1。图19-1所示的是电子束焊缝的特点。图19-1a是电子束焊焊接过程的示意图,上部是电子枪的出口,中部的亮带就是高速的电子流,下部是电子束焊焊接后在铝合金活塞上形成焊缝的截面金相照片。其标尺显示焊缝深度为70mm,而焊缝的宽度仅为lmm左右,焊缝深宽比大。图19-1b是工程应用中常用的优质电子束接头焊缝形状的金相照片,焊缝自上到下宽度均匀,称“平行焊缝”。图19-1c是25mm钢材等厚度电子束焊焊缝和开双面坡口的弧焊焊缝横断面对比的金相照片,电子束焊时可以不开坡口实现单道大厚度焊接,比弧焊可以节省辅助材料和能源的消耗数十倍。
2】:焊接速度快,热影响区小,焊接变形小。电子束焊焊接速度一般在lm/min以上,由图19-1b可以看出,电子束焊焊缝热影响区很
小,有时几乎不存在。焊接线能最小以及“平行焊缝”的特点使得电子束焊的变形较小。因此,对于精加工的工件,电子束焊可用作最后连接工序,焊后仍保持足移高的精度。
3】:真空环境利于提高焊缝质量。真空电子束焊不仅可以防止熔化金属受到氢、氧、氮等有害气体的污染,而且有利于焊缝金属的除气和净化,因而特别适于活泼金属的焊接。也常用电子束焊焊接真空密封元件,焊后元件内部保持在真空状态。
4】:焊接可达性好。电子束在真空中可以传到较远的位置上进行焊接,只要束流可达,就可以进行焊接。因而能够进行一般焊接方法的焊炬、电极等难以接近部位的焊接。
5】:电子束易受控。通过控制电子束的偏移,可以实现复杂接缝的自动焊接。可以通过电子束扫描熔池来消除缺陷,提高接头质量。
由于有上述的优势,电子束焊技术可以焊接难熔合金和难焊材料,焊接深度大,焊缝性能好,焊接变形小,焊接精度高,井具有较高的生产率:因此,在核能、航空、航天、汽车、压力容器及工具制造等工业中得到广泛应用。
1】:设备比较复杂,费用比较昂贵。
2】:焊接前对接头加工、装配要求严格,以保证接头位置准确,间隙小而且均匀。
3】:真空电子束焊接时,被焊工件尺寸和形状常常受到真空室的限制。
4】:电子束易受杂散电磁场的干扰,影响焊接质量。
5】:电子束焊时产生的X射线需要严加防护以保证操作人员的健康和安全。
【其次就是电子束焊接的优点】
1】:电子束穿透能力强,焊缝深宽比大,可达到50:1。图19-1所示的是电子束焊缝的特点。图19-1a是电子束焊焊接过程的示意图,上部是电子枪的出口,中部的亮带就是高速的电子流,下部是电子束焊焊接后在铝合金活塞上形成焊缝的截面金相照片。其标尺显示焊缝深度为70mm,而焊缝的宽度仅为lmm左右,焊缝深宽比大。图19-1b是工程应用中常用的优质电子束接头焊缝形状的金相照片,焊缝自上到下宽度均匀,称“平行焊缝”。图19-1c是25mm钢材等厚度电子束焊焊缝和开双面坡口的弧焊焊缝横断面对比的金相照片,电子束焊时可以不开坡口实现单道大厚度焊接,比弧焊可以节省辅助材料和能源的消耗数十倍。
2】:焊接速度快,热影响区小,焊接变形小。电子束焊焊接速度一般在lm/min以上,由图19-1b可以看出,电子束焊焊缝热影响区很
小,有时几乎不存在。焊接线能最小以及“平行焊缝”的特点使得电子束焊的变形较小。因此,对于精加工的工件,电子束焊可用作最后连接工序,焊后仍保持足移高的精度。
3】:真空环境利于提高焊缝质量。真空电子束焊不仅可以防止熔化金属受到氢、氧、氮等有害气体的污染,而且有利于焊缝金属的除气和净化,因而特别适于活泼金属的焊接。也常用电子束焊焊接真空密封元件,焊后元件内部保持在真空状态。
4】:焊接可达性好。电子束在真空中可以传到较远的位置上进行焊接,只要束流可达,就可以进行焊接。因而能够进行一般焊接方法的焊炬、电极等难以接近部位的焊接。
5】:电子束易受控。通过控制电子束的偏移,可以实现复杂接缝的自动焊接。可以通过电子束扫描熔池来消除缺陷,提高接头质量。
由于有上述的优势,电子束焊技术可以焊接难熔合金和难焊材料,焊接深度大,焊缝性能好,焊接变形小,焊接精度高,井具有较高的生产率:因此,在核能、航空、航天、汽车、压力容器及工具制造等工业中得到广泛应用。

热门课程

热门资讯
- 2522
- 2376
- 2374
- 2372
- 2369


- 容易闪眼睛的几种情况,电焊工如何避免2021-10-22
- 怎样快速学会调节氩弧焊的电流?2021-10-22
- 氩弧焊如何焊出不同的颜色?2021-10-22
- 氩弧焊点焊总是会有气孔怎么回事?那么2021-10-22
- 电工证焊工证复审需要多少费用?2021-10-22
- 37名电焊工无证上岗被拘留2021-10-22
- 电焊条有哪几种,电焊条的型号及作用2021-09-23
- 电工、焊工、制冷、高处作业操作证电子2019-11-17
- 不锈复合钢板的焊接工艺要素是什么?2019-11-06





