铁素体不锈钢的焊接工艺要素是什么?
发布时间: 2019-11-06作者:baile100浏览量:
铁素体不锈钢的焊接工艺要素是什么?
答:(1)焊接方法通常采用焊条电弧焊、TG焊和MG焊。普通铁素体不锈钢有时也用埋弧焊,但对耐蚀性和韧性要求高的高纯铁素体不锈钢不推荐埋弧焊,以防过热和氮、碳的污染。
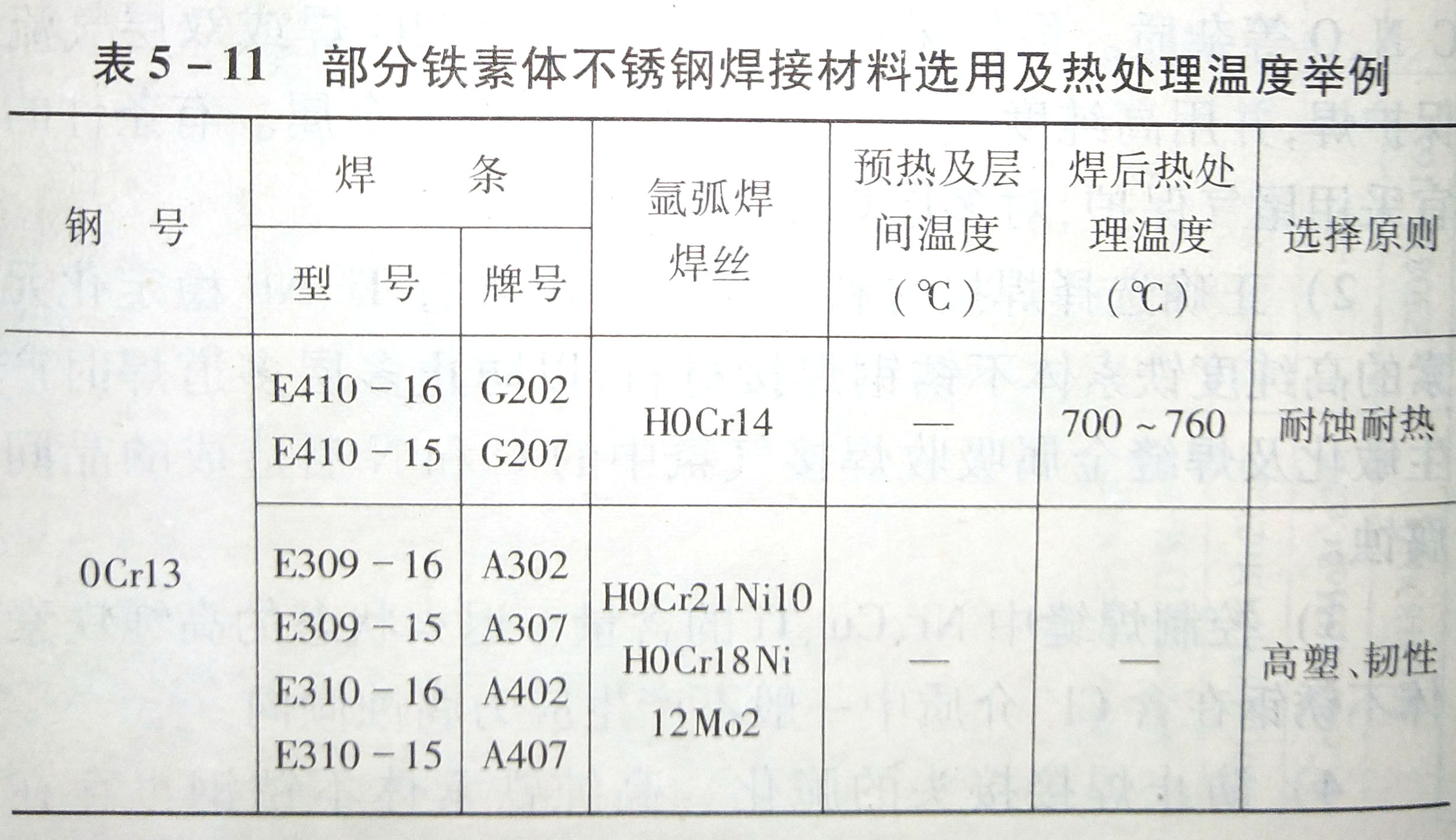
(2)焊接材料有两大类:同质铁素体不锈钢和异质的奥氏体型。同质铁素体型焊接材料的优点是焊缝颜色与母材 相同、线膨胀系数和耐蚀性大体相同;缺点是同质焊缝的抗裂性不高.
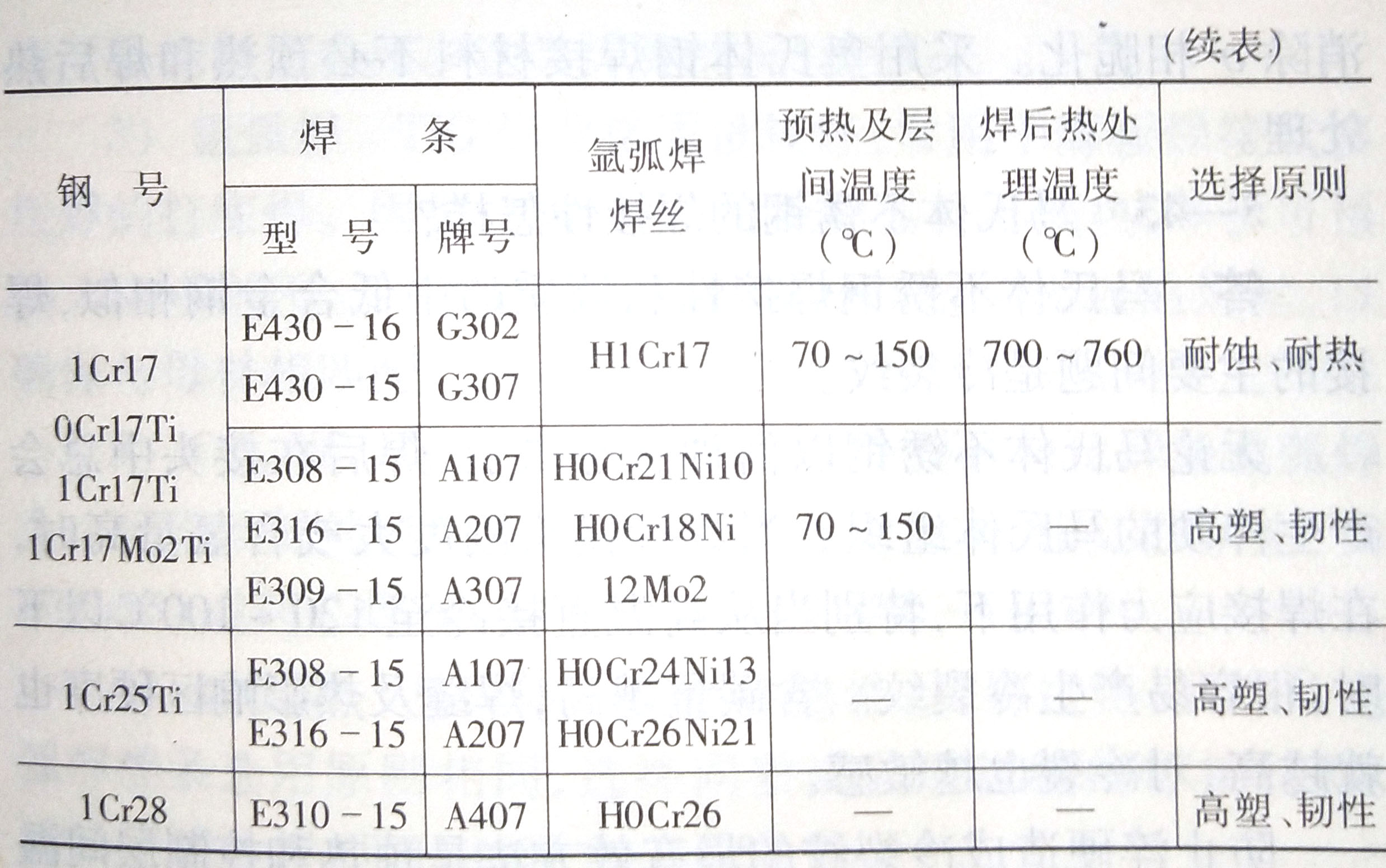
当要求具有高抗裂性能,而且不能进行预热和焊后热处 理,可采用异质的奥氏体型焊接材料。但要注意:焊接材料应 是低碳的;焊后不可退火处理,因铁素体钢的退火温度 (780~850℃)正好是奥氏体钢敏化温度区间,易引起晶间腐 蚀和脆化;奥氏体钢焊缝的颜色和性能与母材不同。 铁素体不锈钢焊接材料的选择见表5-11。
(3)焊接热输入因铁素体不锈钢具有强烈的晶粒长大倾向和易于在焊接过程中析出有害的中间相,因此应尽量采用小的热输入和窄焊道进行焊接,并采取适当工艺措施,提高焊缝的冷却速度,以控制接头的过热。
(4)预热和焊后热处理普通铁素体不锈钢有冷裂倾向,其脆性转变温度常在室温以下,韧性低。为了防止冷裂纹,焊前预热是不可少的。但这种钢对过热敏感,预热温度不宜高,只可低温预热。最好控制在150℃以下,层间温度也应控制在相应水平,否则晶粒长大并可能产生475℃脆性。
采用同质焊接材料焊接后应进行热处理,见表5-11。热处理的目的在于使接头的组织均匀化,提高其塑性和耐蚀性,同时也可消除焊接应力。热处理温度应低于使晶粒粗化或形成奥氏体的亚临界温度;必须避免在370-570℃之间缓冷,以免产生475℃脆化。
对已产生475℃脆化和σ相脆化的焊接接头,可短时加热到600℃以上空冷消除475℃脆化,加热到930-980℃急冷消除σ相脆化。采用奥氏体钢焊接材料不必预热和焊后热处理。
答:(1)焊接方法通常采用焊条电弧焊、TG焊和MG焊。普通铁素体不锈钢有时也用埋弧焊,但对耐蚀性和韧性要求高的高纯铁素体不锈钢不推荐埋弧焊,以防过热和氮、碳的污染。
(2)焊接材料有两大类:同质铁素体不锈钢和异质的奥氏体型。同质铁素体型焊接材料的优点是焊缝颜色与母材 相同、线膨胀系数和耐蚀性大体相同;缺点是同质焊缝的抗裂性不高.
当要求具有高抗裂性能,而且不能进行预热和焊后热处 理,可采用异质的奥氏体型焊接材料。但要注意:焊接材料应 是低碳的;焊后不可退火处理,因铁素体钢的退火温度 (780~850℃)正好是奥氏体钢敏化温度区间,易引起晶间腐 蚀和脆化;奥氏体钢焊缝的颜色和性能与母材不同。 铁素体不锈钢焊接材料的选择见表5-11。
(3)焊接热输入因铁素体不锈钢具有强烈的晶粒长大倾向和易于在焊接过程中析出有害的中间相,因此应尽量采用小的热输入和窄焊道进行焊接,并采取适当工艺措施,提高焊缝的冷却速度,以控制接头的过热。
(4)预热和焊后热处理普通铁素体不锈钢有冷裂倾向,其脆性转变温度常在室温以下,韧性低。为了防止冷裂纹,焊前预热是不可少的。但这种钢对过热敏感,预热温度不宜高,只可低温预热。最好控制在150℃以下,层间温度也应控制在相应水平,否则晶粒长大并可能产生475℃脆性。
采用同质焊接材料焊接后应进行热处理,见表5-11。热处理的目的在于使接头的组织均匀化,提高其塑性和耐蚀性,同时也可消除焊接应力。热处理温度应低于使晶粒粗化或形成奥氏体的亚临界温度;必须避免在370-570℃之间缓冷,以免产生475℃脆化。
对已产生475℃脆化和σ相脆化的焊接接头,可短时加热到600℃以上空冷消除475℃脆化,加热到930-980℃急冷消除σ相脆化。采用奥氏体钢焊接材料不必预热和焊后热处理。

热门课程

热门资讯
- 889
- 2331
- 2329
- 2326
- 2325





- 安监局焊工证查询系统如何登陆?2020-04-22
- 工艺焊接性的直接试验方法有哪些?2019-11-06
- 工艺焊接性的间接评定有哪些方法?2019-11-06
- 选用焊接性试验方法时应考虑哪些问题2019-11-06
- 评价焊接性的准则是什么?常用的焊接性试2019-11-06
- 影响材料(钢材)焊接性的因素有哪些?2019-11-06
- 什么是焊接性?评定焊接性的试验有哪些2019-11-06
- 钛及钛合金焊接的工艺要素及操作要点是2019-11-06
- 焊接钛及钛合金时,如何从表面评定氩气2019-11-06





