珠光体耐热钢的焊接工艺要素是什么?
发布时间: 2019-11-06作者:baile100浏览量:
珠光体耐热钢的焊接工艺要素是什么?
答:(1)预热预热是焊接珠光体耐热钢的重要工艺 措施。为了保证焊接质量,不论是定位焊或其他焊接过程,都 应预热并保持在150~300℃的温度范围内。用TIG焊打底 和CO2气体保护焊时,可降低预热温度或不预热。
(2)保温焊和连续焊保温焊是指在整个焊接过程中, 应使焊件(焊缝附近30~100mm范围)保持足够的温度。因 此,在焊接过程中,应经常测量焊件温度以不使温度下降。 连续焊是指焊接过程最好不要间断,如果必须间断,则应 在间断时使焊件缓慢均匀地冷却,再焊之前仍要预热到规定的温度。
(3)短焊道短焊道的主要目的是使焊缝及热影响区缓慢冷却。如果焊一条长焊缝,则每一道不要焊得太长,使被焊的这一段在较短的时间内重复受热。厚板拼接宜用多层多道焊,以增加焊缝的“自回火”作用。 采用短道焊法,焊缝及热影响区的每一点在很短的时间内都重复受热,但这种方法有许多不便之处,所以如果在焊接过程中焊件温度并不低或有其他辅助加热方法,就不必用此方法。
(4)焊后缓冷焊后立即用石棉布覆盖焊缝及热影响
区,使其缓慢冷却。
(5)焊后热处理对珠光体耐热钢来说,焊后热处理不仅是消除焊接残余应力,而且改善了组织,提高了接头的综合力学性能,包括高温蠕变强度和组织稳定性,降低了焊缝及热影响区的硬度。
焊后热处理应尽量避免在所处理钢材回火脆性敏感区及对消除应力裂纹倾向敏感的温度范围内进行。
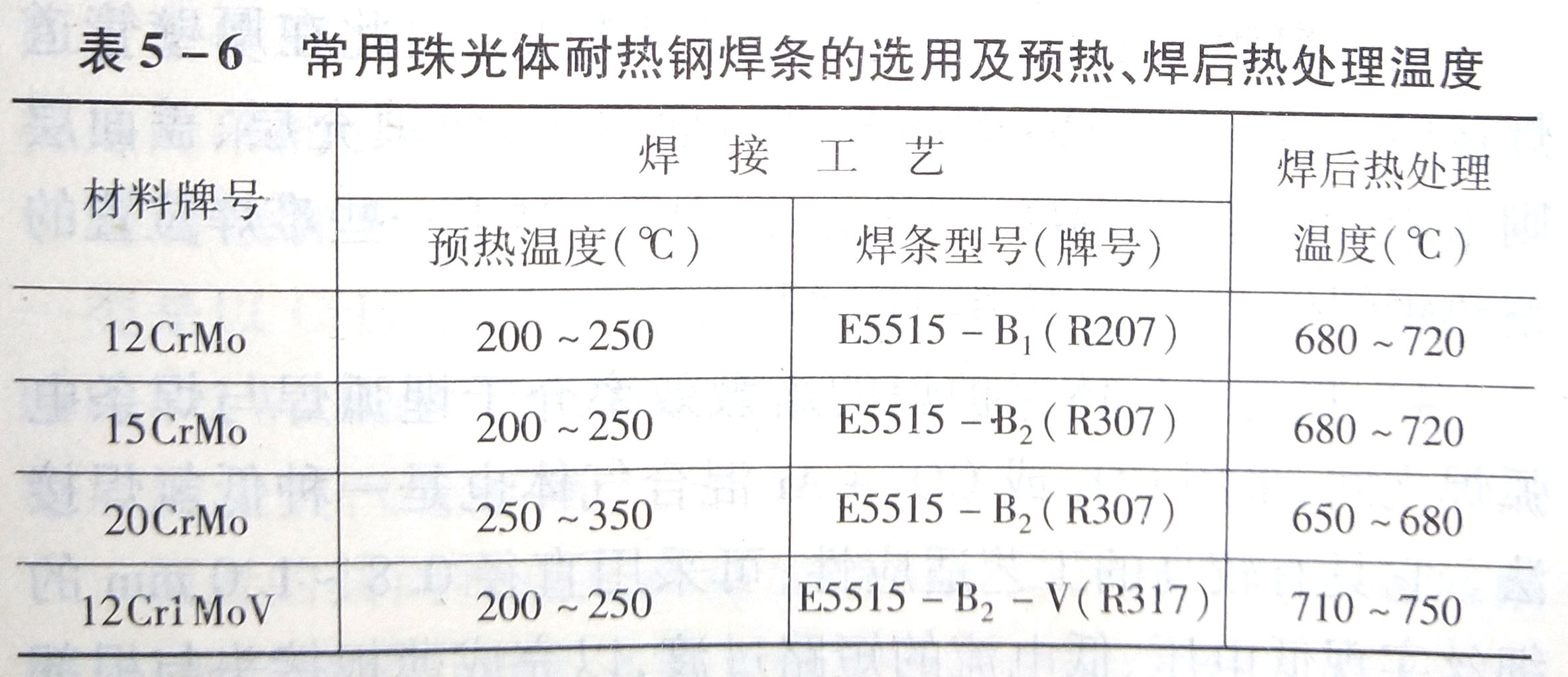
表5-6为几种常用珠光体耐热钢焊条的选用及预热、焊后热处理温度。
答:(1)预热预热是焊接珠光体耐热钢的重要工艺 措施。为了保证焊接质量,不论是定位焊或其他焊接过程,都 应预热并保持在150~300℃的温度范围内。用TIG焊打底 和CO2气体保护焊时,可降低预热温度或不预热。
(2)保温焊和连续焊保温焊是指在整个焊接过程中, 应使焊件(焊缝附近30~100mm范围)保持足够的温度。因 此,在焊接过程中,应经常测量焊件温度以不使温度下降。 连续焊是指焊接过程最好不要间断,如果必须间断,则应 在间断时使焊件缓慢均匀地冷却,再焊之前仍要预热到规定的温度。
(3)短焊道短焊道的主要目的是使焊缝及热影响区缓慢冷却。如果焊一条长焊缝,则每一道不要焊得太长,使被焊的这一段在较短的时间内重复受热。厚板拼接宜用多层多道焊,以增加焊缝的“自回火”作用。 采用短道焊法,焊缝及热影响区的每一点在很短的时间内都重复受热,但这种方法有许多不便之处,所以如果在焊接过程中焊件温度并不低或有其他辅助加热方法,就不必用此方法。
(4)焊后缓冷焊后立即用石棉布覆盖焊缝及热影响
区,使其缓慢冷却。
(5)焊后热处理对珠光体耐热钢来说,焊后热处理不仅是消除焊接残余应力,而且改善了组织,提高了接头的综合力学性能,包括高温蠕变强度和组织稳定性,降低了焊缝及热影响区的硬度。
焊后热处理应尽量避免在所处理钢材回火脆性敏感区及对消除应力裂纹倾向敏感的温度范围内进行。
表5-6为几种常用珠光体耐热钢焊条的选用及预热、焊后热处理温度。

热门课程

热门资讯
- 889
- 2331
- 2329
- 2326
- 2325





- 安监局焊工证查询系统如何登陆?2020-04-22
- 工艺焊接性的直接试验方法有哪些?2019-11-06
- 工艺焊接性的间接评定有哪些方法?2019-11-06
- 选用焊接性试验方法时应考虑哪些问题2019-11-06
- 评价焊接性的准则是什么?常用的焊接性试2019-11-06
- 影响材料(钢材)焊接性的因素有哪些?2019-11-06
- 什么是焊接性?评定焊接性的试验有哪些2019-11-06
- 钛及钛合金焊接的工艺要素及操作要点是2019-11-06
- 焊接钛及钛合金时,如何从表面评定氩气2019-11-06





