二保焊基础知识
-

二保焊电流电压参照表- 二保焊的 电流电压调节 不同焊丝直径使用的电流范围 焊丝直径(mm) 电流范围(A) 适用板厚(mm) 0.6 40~100 0.6~1.6 0.8 50~150 0.8~2.3 0.9 70~200 1.0~3.2 1.0 90~250 1.2~6...
查看详情关注:1176322019-03-02
-
气体保护焊的应用及发展 一、气体保护焊的应用 由于气体保护焊可灵活地选择保护气体,不但可焊接各种有色金属、高合金钢、稀有金属等焊条电弧焊及埋弧焊难以焊接的材料,而且在焊...
查看详情关注:39172019-01-24
-
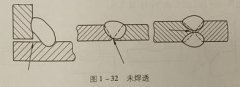
一、焊丝位置 在焊丝轴线与焊缝轴线确定的平面内,焊丝轴线与焊缝轴线相交的夹角叫行走角。 二、常见的焊缝缺陷 (1)未焊透熔焊时,接头根部存有未完全焊透的现象,如图1-32。这种现象...
查看详情关注:46112019-01-22
-
焊接厚板焊接方法、厚板焊接技术、特厚板焊接方法 厚板焊接方法见表1-21。 表1-21 厚板焊接方法 序号 焊层及焊道 定义及焊接方法 1 多层焊 在焊接厚板时,需要熔敷两个或多个焊层才能...
查看详情关注:49952019-01-22
-

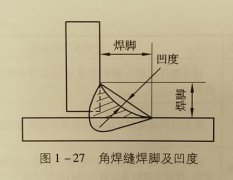
焊缝及焊缝形状尺寸,焊缝名词术语 焊缝及焊缝形状尺寸见表1-20 表1-20 焊缝及焊缝形状尺寸 序号 名词术语 说明 1 焊缝 焊接后两焊件之间形成的连接部分称为焊缝 2 焊缝金属 构成焊缝...
查看详情关注:83322019-01-22
-
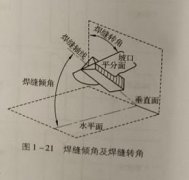
焊接位置有哪几种,焊接位置分类,焊接位置的分类与术语 焊接位置是根据焊缝倾角和焊缝转角来定义的。焊缝倾角是指焊缝轴线与水平面之间的夹角,如图1-24。焊缝转角是指通过焊缝轴...
查看详情关注:177042019-01-22
-

常见的对接接头、角接接头、T形接头、端接接 头及搭接接头组合形式 接头组合形式在对接接头、角接接头、T形接头、端接接 头及搭接接头中,常见的接头组合形式见表1-14~表1-18。 表...
查看详情关注:121812019-01-22
-

焊接坡口形状,常用的焊接坡口类型,坡口形状几何尺寸 坡口焊接时,为了保证焊件能焊透并减少焊件(被焊金 属)在焊缝中所占的比例,需要将焊件接头处加工成所需要的几 何形状,即开...
查看详情关注:55192019-01-21
-
焊接接头形式有哪些?对接接头常见的坡口形式 接头形式及坡口 焊接接头在焊接结构中,常用的焊接接头形式见表1-12。 表1-12 常用的焊接接头形式 类型 图示 类型 图示 对接接头 斜对接...
查看详情关注:80792019-01-21
-

熔滴过渡类型,为什么有熔滴过渡,熔滴过渡的过程,熔滴过渡的形成 焊接时,焊丝的末端在电弧的高温作用下熔化,形成熔滴并通过电弧空间向熔池转移的过程,称为熔滴过渡。 熔滴过渡方...
查看详情关注:60252019-01-21
-
有关焊丝熔化的名词术语见表1-10。 有关焊丝熔化的名词术语 序号 名词术语 定义及特点 1 熔化速度 对于熔化极电弧焊,单位时间内熔化的焊丝质量或长度被称 为熔化速度,一般随焊接电...
查看详情关注:17812019-01-18
-
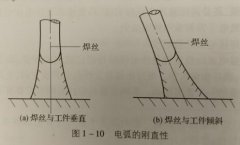
电弧的刚直性及磁偏吹, 什么是电弧 磁偏吹 , 电弧磁偏吹 有何影响 (1)电弧的刚直性焊接电弧抵抗外界干扰,力求保持焊接 电流沿焊丝轴向流动的性能,称为焊接电弧刚直性(挺度)。刚直性...
查看详情关注:52742019-01-18
-
焊接电弧的稳定性 焊接电弧的稳定性是指电弧保持稳定燃烧的程度,即不会产生断弧、飘移和偏吹等。维持电弧稳定性是非常重要的,它是保证焊接质量的一个重要因素。影响电弧稳定性...
查看详情关注:94432019-01-18
-
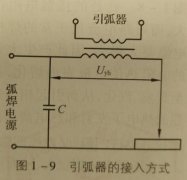
焊接电弧的引燃方法、焊接电弧的引燃方式 焊接电弧的引燃 电弧的引燃过程就是通过气体电离和阴极电子发射,在两个电极间的气体中产生带电离子的过程。电弧的引燃方式有接触引弧...
查看详情关注:74652019-01-18
-
-
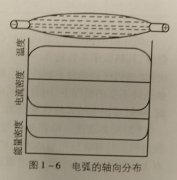
电弧的热效率系数和功率密度 (1)热效率系数焊接时电弧将电能基本上全部转变为热 能,电弧的产热功率Q等于电功率 P=lU a 焊接电弧的产热功率实际上是以下三个区域的产热功率 之和。...
查看详情关注:66062019-01-18
栏目列表
热门课程
预约免费试听
只要一个电话
我们免费为您回电





