在工艺上如何控制焊接变形?
发布时间: 2019-11-06作者:baile100浏览量:
在工艺上如何控制焊接变形?
答:(1)反变形焊前将构件装配成具有与焊接变形 方向相反的预先反变形。反变形的大小应以能抵消焊后形成 的变形量为准。这种预制的反变形可以是弹性的、塑性的或 弹塑性的。工字梁上下翼板焊前的反变形如图8-6所示。 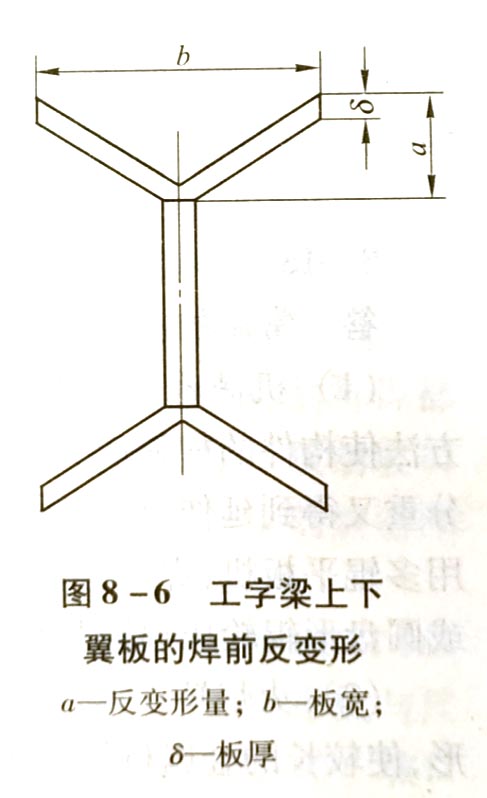 (2)刚性固定将构件加以固定来限制焊接变形。对刚性小的构件,可采用胎卡具或临时支承等措施,增加该结构在焊接时的刚度,以减小变形量。但当结构刚度大时,刚性固定法控制弯曲变形的效果较差,而对角变形与波浪变形较为有效。这种方法虽可减少变形,但同时也增加了应力。
(2)刚性固定将构件加以固定来限制焊接变形。对刚性小的构件,可采用胎卡具或临时支承等措施,增加该结构在焊接时的刚度,以减小变形量。但当结构刚度大时,刚性固定法控制弯曲变形的效果较差,而对角变形与波浪变形较为有效。这种方法虽可减少变形,但同时也增加了应力。
(3)选用合理的焊接方法及焊接参数
①选用能量密度较高的焊接方法,可减小焊接变形。
②选用较小的焊接热输人,可减小变形。
③采用跳焊法、逐步退焊法、分段法、对称焊等方法,可影响焊接温度场,减小变形量。
④选用合适的焊接参数。如对截面不对称的梁,应选用较小的焊接参数焊接远离截面中心轴的焊缝,调节梁的弯曲 变形,抵消其他焊缝所造成的弯曲变形。
(4)选择合理的装配焊接顺序构件在装配过程中,截 面的重心位置不断变化,影响着焊接变形。所以同样的构件, 采用不同的装配焊接顺序,就有不同的变形量。分布在截面 中心线两侧的焊缝,通常是先焊的一侧焊缝所产生的弯曲变 形要比后焊一侧所产生的变形要大。所以确定焊接顺序的原 则是:焊缝少的一侧先焊;对截面形状、焊缝布置均为对称的 构件,应采用对称焊接施工。
(5)预拉伸法采用机械的预拉伸、加热的预拉伸,或 者机械的与加热的两法同时使用的预拉伸,可使薄板预先得 到拉伸而伸长。这时在张紧的薄板上装焊骨架,就可有效地 防止波浪变形。
答:(1)反变形焊前将构件装配成具有与焊接变形 方向相反的预先反变形。反变形的大小应以能抵消焊后形成 的变形量为准。这种预制的反变形可以是弹性的、塑性的或 弹塑性的。工字梁上下翼板焊前的反变形如图8-6所示。
(3)选用合理的焊接方法及焊接参数
①选用能量密度较高的焊接方法,可减小焊接变形。
②选用较小的焊接热输人,可减小变形。
③采用跳焊法、逐步退焊法、分段法、对称焊等方法,可影响焊接温度场,减小变形量。
④选用合适的焊接参数。如对截面不对称的梁,应选用较小的焊接参数焊接远离截面中心轴的焊缝,调节梁的弯曲 变形,抵消其他焊缝所造成的弯曲变形。
(4)选择合理的装配焊接顺序构件在装配过程中,截 面的重心位置不断变化,影响着焊接变形。所以同样的构件, 采用不同的装配焊接顺序,就有不同的变形量。分布在截面 中心线两侧的焊缝,通常是先焊的一侧焊缝所产生的弯曲变 形要比后焊一侧所产生的变形要大。所以确定焊接顺序的原 则是:焊缝少的一侧先焊;对截面形状、焊缝布置均为对称的 构件,应采用对称焊接施工。
(5)预拉伸法采用机械的预拉伸、加热的预拉伸,或 者机械的与加热的两法同时使用的预拉伸,可使薄板预先得 到拉伸而伸长。这时在张紧的薄板上装焊骨架,就可有效地 防止波浪变形。

热门课程

热门资讯
- 3095
- 3094
- 3093
- 3092
- 2477





- 手把电焊焊薄铁怎么焊2020-03-17
- 手工焊接方法与技巧2020-03-17
- 目前焊接方法有哪几种2020-03-17
- 焊接方法有哪些?2020-03-17
- 钛及钛合金有什么特点?2019-11-11
- 铝及铝合金有什么特点?2019-11-11
- 铜及铜合金有什么特点?2019-11-11
- 常见的有色金属有哪些种类?2019-11-11
- 常用的热处理方法与焊接有什么关系?2019-11-11





