弧焊电源的外特性曲线形状对焊接过程有何影响?
发布时间: 2019-10-23作者:baile100浏览量:
答:弧焊电源的外特性曲线(图3-1)形状对焊接过程中的引弧、稳弧和熔滴过渡有重要影响。其表现为弧焊电源 在外特性曲线上三个区段(空载区燃弧区和短路区)的输出特性。
空载区(空载点附近)的主要参数是空载电压U。其值高有利于引弧,值过低则难以引弧:但若过大不仅提高设 备造价,而且不安全。药皮焊条电弧焊的电源空载电压一般
为50-90V。空载电压还间接地影响电弧燃烧的稳定性。 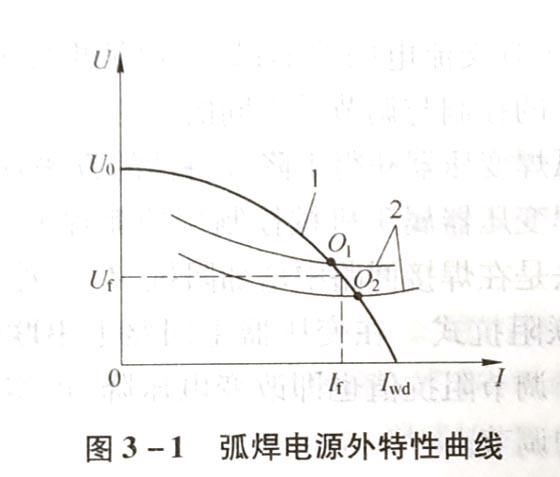
图3-1弧焊电源外特性曲线
1—弧焊电源的外特性曲线;2电弧的静特性曲线
U0一空载电压;O1-02电弧燃烧区段;一稳态短路电流;
r稳态焊接电流;Ur稳态焊接电压 燃烧区(外特性与电弧静特性曲线的交点O1-O2区段)的主要参数是O1~O2区段曲线的斜率,它直接影响燃弧的稳定性。该区段的斜率一般为负值,其绝对值越大,则弧长变化引起的电流变化越小,燃弧稳定性越好,即俗称的电弧弹性好。
短路区(短路点附近)的主要参数是稳态短路电流l及其附近的曲线斜率,它对引弧、熔滴过渡及飞溅、燃弧稳定性等有直接影响,从而影响电弧推力、熔深等。1wd。值及曲线斜率适当,有利于接触短路引弧及熔滴短路过渡,燃弧稳定性也较好;}值太小,引弧及熔滴过渡困难,燃弧不稳;值过大则飞溅大,电弧稳定性也差。曲线斜率的绝对值过大,电弧推力小,既不利于熔滴短路过渡和燃弧稳定,又削弱了电弧的穿 透力,使熔深变浅;而其斜率过小,则熔滴短路过渡的飞溅增 大,不利于焊缝成形及焊工操作。
空载区(空载点附近)的主要参数是空载电压U。其值高有利于引弧,值过低则难以引弧:但若过大不仅提高设 备造价,而且不安全。药皮焊条电弧焊的电源空载电压一般
为50-90V。空载电压还间接地影响电弧燃烧的稳定性。
图3-1弧焊电源外特性曲线
1—弧焊电源的外特性曲线;2电弧的静特性曲线
U0一空载电压;O1-02电弧燃烧区段;一稳态短路电流;
r稳态焊接电流;Ur稳态焊接电压
短路区(短路点附近)的主要参数是稳态短路电流l及其附近的曲线斜率,它对引弧、熔滴过渡及飞溅、燃弧稳定性等有直接影响,从而影响电弧推力、熔深等。1wd。值及曲线斜率适当,有利于接触短路引弧及熔滴短路过渡,燃弧稳定性也较好;}值太小,引弧及熔滴过渡困难,燃弧不稳;值过大则飞溅大,电弧稳定性也差。曲线斜率的绝对值过大,电弧推力小,既不利于熔滴短路过渡和燃弧稳定,又削弱了电弧的穿 透力,使熔深变浅;而其斜率过小,则熔滴短路过渡的飞溅增 大,不利于焊缝成形及焊工操作。

热门课程

热门资讯
- 3095
- 3094
- 3093
- 3092
- 2477





- 手把电焊焊薄铁怎么焊2020-03-17
- 手工焊接方法与技巧2020-03-17
- 目前焊接方法有哪几种2020-03-17
- 焊接方法有哪些?2020-03-17
- 钛及钛合金有什么特点?2019-11-11
- 铝及铝合金有什么特点?2019-11-11
- 铜及铜合金有什么特点?2019-11-11
- 常见的有色金属有哪些种类?2019-11-11
- 常用的热处理方法与焊接有什么关系?2019-11-11





