防止热裂纹的措施有哪些?
发布时间: 2019-10-22作者:baile100浏览量:
答:①严格控制母材与焊材的化学成分,尤其是硫、磷及碳。各类结构用钢的硫、磷含量在0.035%~0.040%以下;优质焊条熔敷金属的含硫量一般应小于0.035%,含磷量一般应小于或等于0.04%。为防止热裂纹的产生,其含碳量与锰、硫的含量比有如下关系:当C=0.1%时,Mn/S≥22;C=0.11%~0.125%时,Mn/S≥30;C=0.126%~0.155%时,MnS≥59。
②在焊缝或母材中加入一些细化晶粒的元素,如Mo、V、T、Ni、A1、RE等。这些元素不但细化品粒,同时又打乱了柱状晶的结晶方向,减小了杂质的偏析,破坏了液态薄膜的连续性,从而提高了抗热裂性能。
③在焊接18-8型不锈钢时,通过调整母材和焊接材料 的成分,使焊缝中存在约5%的铁素体,形成奥氏体加铁素体双相组织焊缝,以提高抗热裂性能。
④利用“愈合”作用防止结品裂纹。品间存在易熔共晶 是产生热裂纹的重要原因,但当易熔共晶增多到一定程度时,
反而使结晶裂纹倾向下降、甚至消失。这是由于较多的低熔点共晶可在已凝固的晶粒间自由流动,填补了晶粒间由于拉应力所造成的缝隙,这就是所谓的“愈合”作用,或者叫做“医疗”作用。
⑤提高焊缝宽度与焊缝熔深之比,提高形状系数以提高焊缝的抗裂性。
⑥不能企图用增加热输入的办法来降低冷却速度,从而降低热裂倾向。增加焊接热输入总是倾向于使热裂纹倾向増大,因为虽然热输入的提高可降低冷却速度,然而它同时又促使晶粒粗大,增加偏析倾向,如表2-2所示。从该表可看出在不预热时热输入量从11.8kJ/cm增加到28.1kJ/cm,使冷却速度从195℃/s降到90℃/s,全部出现热裂纹;而在热输入为123k』/cm,预热温度为340℃,冷却速度为104℃/s时,仅仅出现弧坑裂纹若当预热温度为500℃c时,则完全消除了热裂纹。 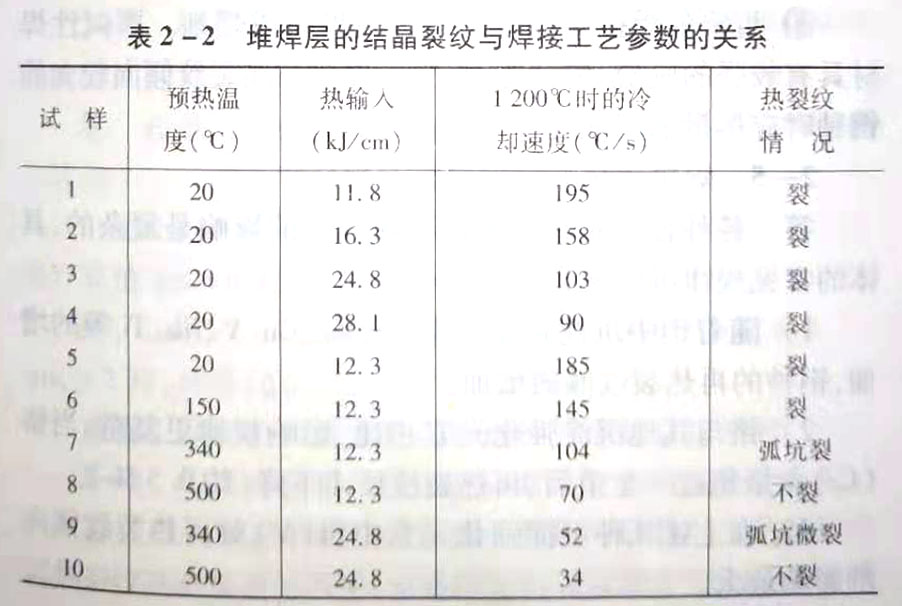 ,
,
⑦根据结构设计及接头形式,施工中应合理安排焊接顺 序,尽量减少拘束度对焊接接头的影响。 ⑧在焊接筒节长焊缝时,当焊接电弧接近焊缝终端附近时, 会在焊缝金属内产生纵向结晶裂 纹,这主要由于焊缝纵向的膨胀
变形而引起。采用如图2-4所
示引出板的缝隙具有热隔离作用
及弹性拘束作用,与普通引出板
相比可有效地减小终端结晶裂纹图2-4带缝引出板的应用倾向。 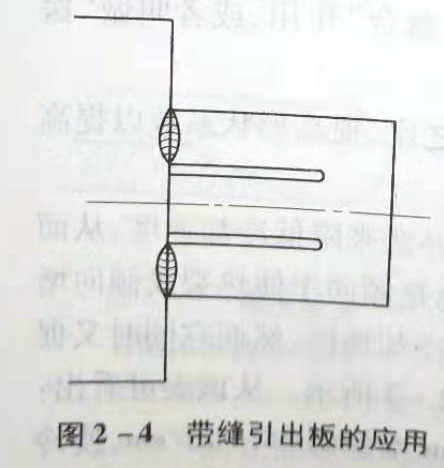 人⑨采用适当的运条手法可减少焊缝中杂质的偏析,使焊缝成形良好,有利于减少结晶裂纹倾向。收弧时不要过于突然,以免造成凹陷的弧坑和弧坑裂纹。应当在收弧处稍作停留,并做轻微摆动,填满弧坑,而后将电弧拉向前方,提起熄弧
人⑨采用适当的运条手法可减少焊缝中杂质的偏析,使焊缝成形良好,有利于减少结晶裂纹倾向。收弧时不要过于突然,以免造成凹陷的弧坑和弧坑裂纹。应当在收弧处稍作停留,并做轻微摆动,填满弧坑,而后将电弧拉向前方,提起熄弧
⑩0重要的焊接结构应采用碱性焊条或焊剂。因碱性焊材具有较强的脱硫、脱磷能力,所以焊接结晶裂纹倾向较大的钢种时应尽量选用碱性焊材。
②在焊缝或母材中加入一些细化晶粒的元素,如Mo、V、T、Ni、A1、RE等。这些元素不但细化品粒,同时又打乱了柱状晶的结晶方向,减小了杂质的偏析,破坏了液态薄膜的连续性,从而提高了抗热裂性能。
③在焊接18-8型不锈钢时,通过调整母材和焊接材料 的成分,使焊缝中存在约5%的铁素体,形成奥氏体加铁素体双相组织焊缝,以提高抗热裂性能。
④利用“愈合”作用防止结品裂纹。品间存在易熔共晶 是产生热裂纹的重要原因,但当易熔共晶增多到一定程度时,
反而使结晶裂纹倾向下降、甚至消失。这是由于较多的低熔点共晶可在已凝固的晶粒间自由流动,填补了晶粒间由于拉应力所造成的缝隙,这就是所谓的“愈合”作用,或者叫做“医疗”作用。
⑤提高焊缝宽度与焊缝熔深之比,提高形状系数以提高焊缝的抗裂性。
⑥不能企图用增加热输入的办法来降低冷却速度,从而降低热裂倾向。增加焊接热输入总是倾向于使热裂纹倾向増大,因为虽然热输入的提高可降低冷却速度,然而它同时又促使晶粒粗大,增加偏析倾向,如表2-2所示。从该表可看出在不预热时热输入量从11.8kJ/cm增加到28.1kJ/cm,使冷却速度从195℃/s降到90℃/s,全部出现热裂纹;而在热输入为123k』/cm,预热温度为340℃,冷却速度为104℃/s时,仅仅出现弧坑裂纹若当预热温度为500℃c时,则完全消除了热裂纹。
,⑦根据结构设计及接头形式,施工中应合理安排焊接顺 序,尽量减少拘束度对焊接接头的影响。 ⑧在焊接筒节长焊缝时,当焊接电弧接近焊缝终端附近时, 会在焊缝金属内产生纵向结晶裂 纹,这主要由于焊缝纵向的膨胀
变形而引起。采用如图2-4所
示引出板的缝隙具有热隔离作用
及弹性拘束作用,与普通引出板
相比可有效地减小终端结晶裂纹图2-4带缝引出板的应用倾向。
⑩0重要的焊接结构应采用碱性焊条或焊剂。因碱性焊材具有较强的脱硫、脱磷能力,所以焊接结晶裂纹倾向较大的钢种时应尽量选用碱性焊材。

热门课程

热门资讯
- 3095
- 3094
- 3093
- 3092
- 2477





- 手把电焊焊薄铁怎么焊2020-03-17
- 手工焊接方法与技巧2020-03-17
- 目前焊接方法有哪几种2020-03-17
- 焊接方法有哪些?2020-03-17
- 钛及钛合金有什么特点?2019-11-11
- 铝及铝合金有什么特点?2019-11-11
- 铜及铜合金有什么特点?2019-11-11
- 常见的有色金属有哪些种类?2019-11-11
- 常用的热处理方法与焊接有什么关系?2019-11-11





