
- 课程详情
- 学校环境
- 政府补贴
等离子弧切割的工艺参数怎样选择?
等离子弧切割的工艺参数包括切割电流、切割电压、切割速度、体流量及喷嘴距工件的高度。切割工艺参数的选择关系到切割过程的稳定性、切割质量和效果。在使用不同方法及使用不同气体的条件下,这些工艺参数对切割质量和速度的影响又有所差异,但大体规律是相同的。不同厚度材料的等离子弧切割工艺参数见表42
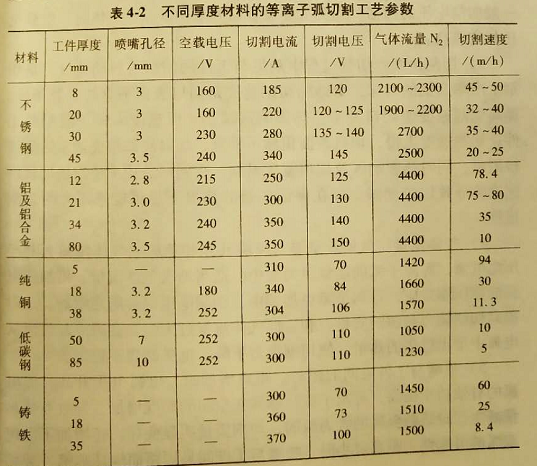
1)切割电流。电流和电压决定了等离子弧的功率。随等离子弧功率的提高,切割速度和切割厚度相应增加。一般依据板厚及切割速度选择切割电流。提供切割设备的厂商都向用户说明某一电流等级的切割设备能够切割板材的最大厚度。对于确定厚度的板材,切割电流 越大,切割速度越快。但切割电流过大易烧损电极和喷嘴,且易产生 双弧,对一定的电极和喷嘴有一合适的电流。切割电流增大会使弧柱变粗,致使切口变宽,易形成V形割口。
2)切割电压。虽然可以通过提高电流增加切割厚度及切割速度,但单纯增加电流使弧柱变粗,切口加宽,所以切割大厚度工件 时,提高切割电压更为有效。空载电压高易于引弧。可通过增加气体流量和改变气体成分来提高切割电压,一般切割电压超过空载电压的2/3后,电弧不稳定,易熄弧。为了提高切割电压,需选用空载电压较高的电源,所以等离子弧切割电源的空载电压不得低于150V,是般切割电压的两倍。切割大厚度板材和采用双原子气体时,空载电压相应要高。
2)切割电压。虽然可以通过提高电流增加切割厚度及切割速度,但单纯增加电流使弧柱变粗,切口加宽,所以切割大厚度工件 时,提高切割电压更为有效。空载电压高易于引弧。可通过增加气体流量和改变气体成分来提高切割电压,一般切割电压超过空载电压的2/3后,电弧不稳定,易熄弧。为了提高切割电压,需选用空载电压较高的电源,所以等离子弧切割电源的空载电压不得低于150V,是般切割电压的两倍。切割大厚度板材和采用双原子气体时,空载电压相应要高。
3)切割速度。切割过程中割炬与工件间的相对移动速度,是切割生产率高低的指标,合适的切割速度是切口表面平直的重要条件。提高切割速度使切口变窄,热影响区减小,但速度太快不能割穿工件;切割速度太慢,切口表面粗糙不平直,切口底部熔瘤增多,清理较困难,同时热影响区及切口宽度增加。在同样的功率下,增加切割速度将导致切口变斜。应在保证切透的前提下尽可能选用大的切割速度。
4)气体流量。气体流量要与喷嘴孔径相适应。气体流量大利于 压缩电弧,等离子弧的能量更为集中。适当增大气体流量,可加强电弧的热压缩效应,等离子弧更加集中,切割电压也会随之增加,这对提高切割能力和切割质量有利。但气体流量过大时,会因冷却气流从 电弧中带走过多的热量,使切割能力下降,电弧燃烧不稳定。 5)喷嘴与工件之间的距离。距离增加时,电弧电压升高,即电 弧的有效功率提高,等离子弧柱暴露在空间的长度增加,导致有效热 量减少,对熔融金属的吹力减弱,切割质量明显变坏,还增加了出现 双弧的可能性。距离过小时,喷嘴与工件间易短路而烧坏喷嘴,破坏切割过程正常进行。在电极内缩量一定(通常为2-5mm)时,喷嘴距 工件高度一般为6-8mm。空气等离子弧切制所需高度略小,正常切 割时一般为2-5mm。除正常切制外,空气等离子弧切割时还可以将 喷嘴与工件接触,即喷嘴贴着工件表面滑动,这种切割方式称为接触 切割,切割厚度约为正常切割时的一半。
石龙氩弧焊考证培训:
石龙氩弧焊考证培训:



查找东莞各镇区分校
查询广东各大城市分校
热门视频








热门资讯
- 36568
- 36350
- 35905
- 35904
- 35903




- 东莞高埗电工培训学校在哪里 报名学费多 东莞高埗电工培训学校在哪里 报名学费多少 证全国通用吗 广东省智信消防职业培训学校,位于东莞市高埗镇兴隆街
- 2025年做什么工作赚钱 没学历学什么技术2025-11-02
- 东莞考焊工证需要什么条件呢 东莞考焊工2024-09-01
- 二保焊,单面焊双面成型,哪里有的学,2024-01-29
- 电工证要提前多久才可以复审,怎么样考2024-01-28
- 高空作业证难考吗,在哪里可以报名?2024-01-28
- 考电工证该如何报名,在东莞哪里有?2024-01-28
- 东莞哪里有氩弧焊技术学习?2024-01-28

学校信息
东莞德培焊工实战培训学校,办校18年,培养推荐5万多名学员,目前学校拥有30多台焊接设备,空调教室,一人一机,6名12年以上企业实战型讲师组成教师团队授课,成熟、专业、贴近企业用工需求....
热点排行
预约免费试听
只要一个电话
我们免费为您回电





