马氏体不锈钢的焊接工艺要素是什么?
发布时间: 2019-11-06作者:baile100浏览量:
马氏体不锈钢的焊接工艺要素是什么?
答:凡是能用于调质状态的低合金高强度钢的焊接工 艺,原则上均适用于马氏体不锈钢。焊接时,所用的焊接热输 入应大些,以利于减少冷裂纹倾向,但热输入的增加以不使晶 粒粗化为最大限度。具体分析如下:
(1)焊接方法和焊接材料马氏体不锈钢可采用各种 电弧焊方法焊接。 1)焊条电弧焊它是最为常用的方法。一般采用与母 材同质的低氢型焊条,焊条在焊前须经过高达350~400℃温 度烘干。这类焊缝焊后一定要进行热处理;若焊后不能进行 热处理,则可选用铬镍奥氏体焊条。此时相当于异种钢焊接, 应严格控制熔合比。这类焊缝的抗裂性好。
2)氩弧焊TG焊焊接质量较好,常用于薄板焊接或多层焊的打底焊。因裂纹倾向小,薄板焊接可不预热,厚板可预热120~200℃。一般选用与母材成分和组织相近的焊丝,以确保与母材相匹配。
3)CO2焊焊缝含氢量低,所以冷裂倾向比焊条电弧焊小。可用较低的预热温度焊接,焊接材料可用实芯焊丝(如HCr13)或药芯焊丝(如PK-YB102、PK=YB107)。 4)埋弧焊马氏体不锈钢导热性差,易过热,和焊条电 弧焊焊条选用原则相同,选择同质或异质焊缝的焊接材料均采用碱性焊剂如SJ601和HJ151等。
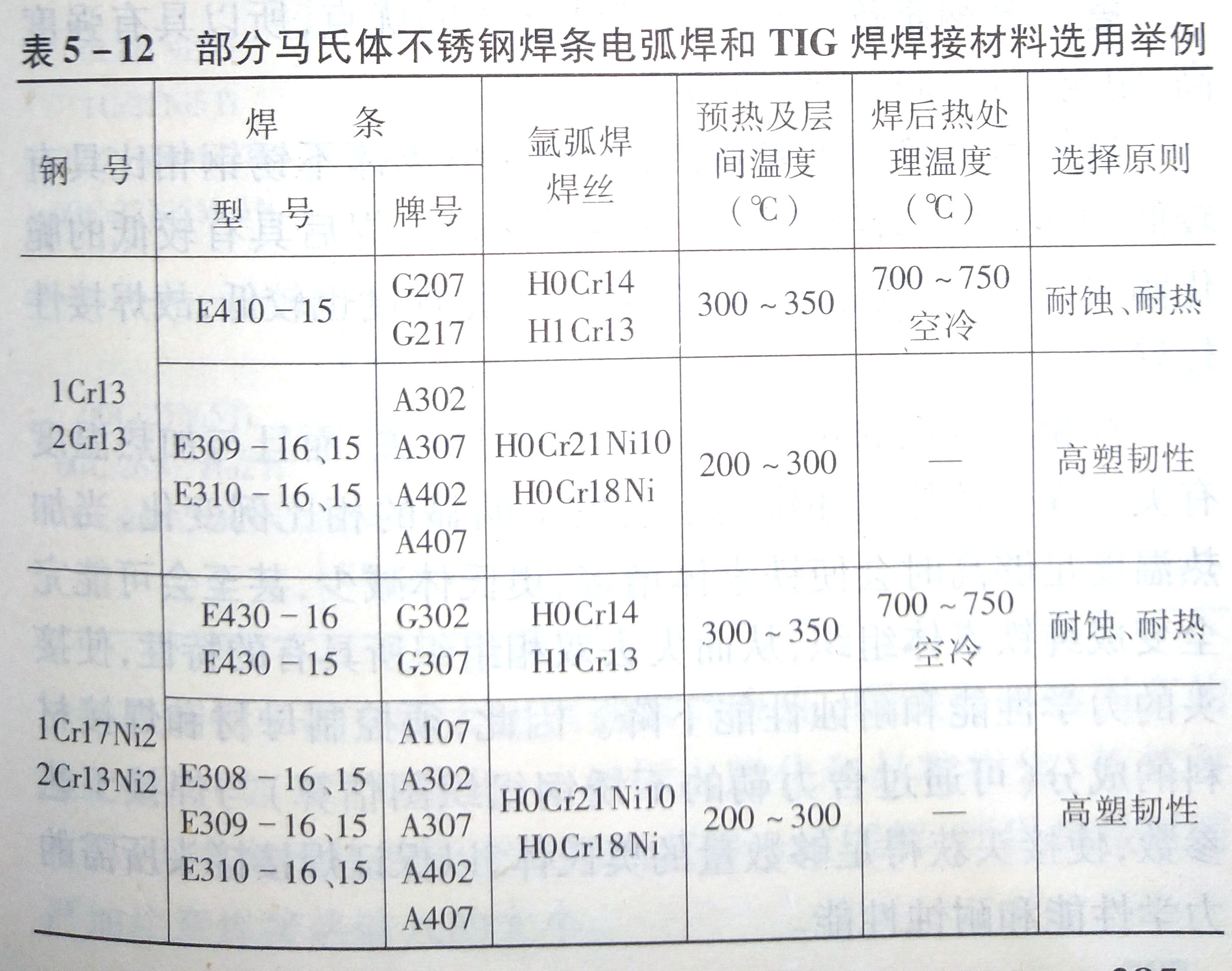
表5-12为部分马氏体钢焊条电弧焊和TIG焊焊接材料选用举例。
(2)预热与层间温度焊接马氏体不锈钢,尤其在使用 与母材同质的焊接材料时,为防止冷裂纹,焊前需预热,预热 温度通常为200~400℃。含碳量越高,焊件厚度越大,预热温度也应越高,但不宜高于M,点温度。多层焊时层间温度应保证不低于预热温度,以防止在熔敷后续焊缝前就发生冷裂纹。
(3)焊后热处理为了降低焊缝和热影响区硬度,改善其塑性和韧性,减少焊接残余应力,焊后应进行整体或局部高温回火(730~790℃)热处理。对于某些多元合金的马氏体不锈钢,既不允许焊后尚处高温时立即回火,也不允许冷却至室温再回火,而应冷却到150~200℃保温2h,使奥氏体大部分转变成马氏体,然后及时地进行高温回火处理。
答:凡是能用于调质状态的低合金高强度钢的焊接工 艺,原则上均适用于马氏体不锈钢。焊接时,所用的焊接热输 入应大些,以利于减少冷裂纹倾向,但热输入的增加以不使晶 粒粗化为最大限度。具体分析如下:
(1)焊接方法和焊接材料马氏体不锈钢可采用各种 电弧焊方法焊接。 1)焊条电弧焊它是最为常用的方法。一般采用与母 材同质的低氢型焊条,焊条在焊前须经过高达350~400℃温 度烘干。这类焊缝焊后一定要进行热处理;若焊后不能进行 热处理,则可选用铬镍奥氏体焊条。此时相当于异种钢焊接, 应严格控制熔合比。这类焊缝的抗裂性好。
2)氩弧焊TG焊焊接质量较好,常用于薄板焊接或多层焊的打底焊。因裂纹倾向小,薄板焊接可不预热,厚板可预热120~200℃。一般选用与母材成分和组织相近的焊丝,以确保与母材相匹配。
3)CO2焊焊缝含氢量低,所以冷裂倾向比焊条电弧焊小。可用较低的预热温度焊接,焊接材料可用实芯焊丝(如HCr13)或药芯焊丝(如PK-YB102、PK=YB107)。 4)埋弧焊马氏体不锈钢导热性差,易过热,和焊条电 弧焊焊条选用原则相同,选择同质或异质焊缝的焊接材料均采用碱性焊剂如SJ601和HJ151等。
表5-12为部分马氏体钢焊条电弧焊和TIG焊焊接材料选用举例。
(2)预热与层间温度焊接马氏体不锈钢,尤其在使用 与母材同质的焊接材料时,为防止冷裂纹,焊前需预热,预热 温度通常为200~400℃。含碳量越高,焊件厚度越大,预热温度也应越高,但不宜高于M,点温度。多层焊时层间温度应保证不低于预热温度,以防止在熔敷后续焊缝前就发生冷裂纹。
(3)焊后热处理为了降低焊缝和热影响区硬度,改善其塑性和韧性,减少焊接残余应力,焊后应进行整体或局部高温回火(730~790℃)热处理。对于某些多元合金的马氏体不锈钢,既不允许焊后尚处高温时立即回火,也不允许冷却至室温再回火,而应冷却到150~200℃保温2h,使奥氏体大部分转变成马氏体,然后及时地进行高温回火处理。

热门课程

热门资讯
- 889
- 2331
- 2329
- 2326
- 2325





- 安监局焊工证查询系统如何登陆?2020-04-22
- 工艺焊接性的直接试验方法有哪些?2019-11-06
- 工艺焊接性的间接评定有哪些方法?2019-11-06
- 选用焊接性试验方法时应考虑哪些问题2019-11-06
- 评价焊接性的准则是什么?常用的焊接性试2019-11-06
- 影响材料(钢材)焊接性的因素有哪些?2019-11-06
- 什么是焊接性?评定焊接性的试验有哪些2019-11-06
- 钛及钛合金焊接的工艺要素及操作要点是2019-11-06
- 焊接钛及钛合金时,如何从表面评定氩气2019-11-06





