碳钢焊接的焊接材料及工艺要素如何确定?
发布时间: 2019-11-06作者:baile100浏览量:
碳钢焊接的焊接材料及工艺要素如何确定?
答:通常根据产品结构、材料特点、载荷性质、工作条件施焊环境等因素确定。
1)当焊接重要的或裂纹敏感性较大的结构时,常选用低氢型的碱性焊条,因这类焊条具有较好的抗裂性和力学性能,其韧性和抗时效性能也很好。但这类焊条的工艺性能较差,对油、锈及水分很敏感,焊前需在350~400℃烘干21h,并对坡口彻底清理干净
2)对一般的焊接结构,推荐选用工艺性能较好的酸性焊条。这些焊条虽然气体、杂质含量较高,焊缝金属的塑性、韧性及抗裂性不及碱性焊条,但一般都能满足使用性能。为确保碳钢焊接接头的质量,在焊接工艺要素上须做到 :
1)焊前清除焊件表面铁锈、油污、水分等杂质,焊接材料必须按规定严格烘干。
2)角焊缝、对接多层焊的第一层焊缝以及单道焊缝,要 避免采用窄而深的坡口形式,以防止出现热裂纹、未焊透或夹渣等焊接缺陷。
3)焊接刚性大的构件时,为了防止产生裂纹,宜采取焊前预热和焊后消除应力的措施,参见表5-1。
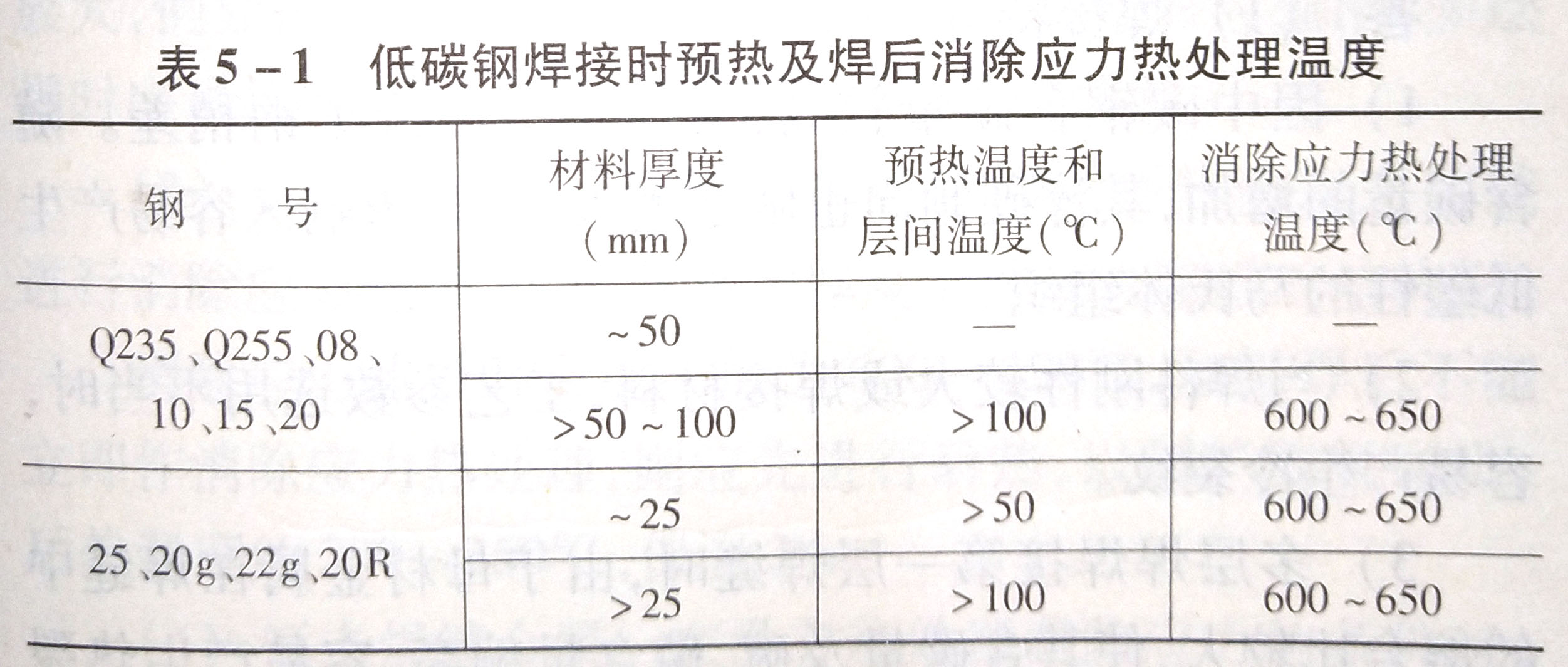
表5-1低碳钢焊接时预热及焊后消除应力热处理温度
材料厚度 预热温度和消除应力热处理 钢号 (mm) 层间温度(℃)温度(℃)Q235、Q25508 ~50
10、15、20 >50~100 >100 600~650
~25 >50 600~6502520g22g、20R
>25 >100 600~650
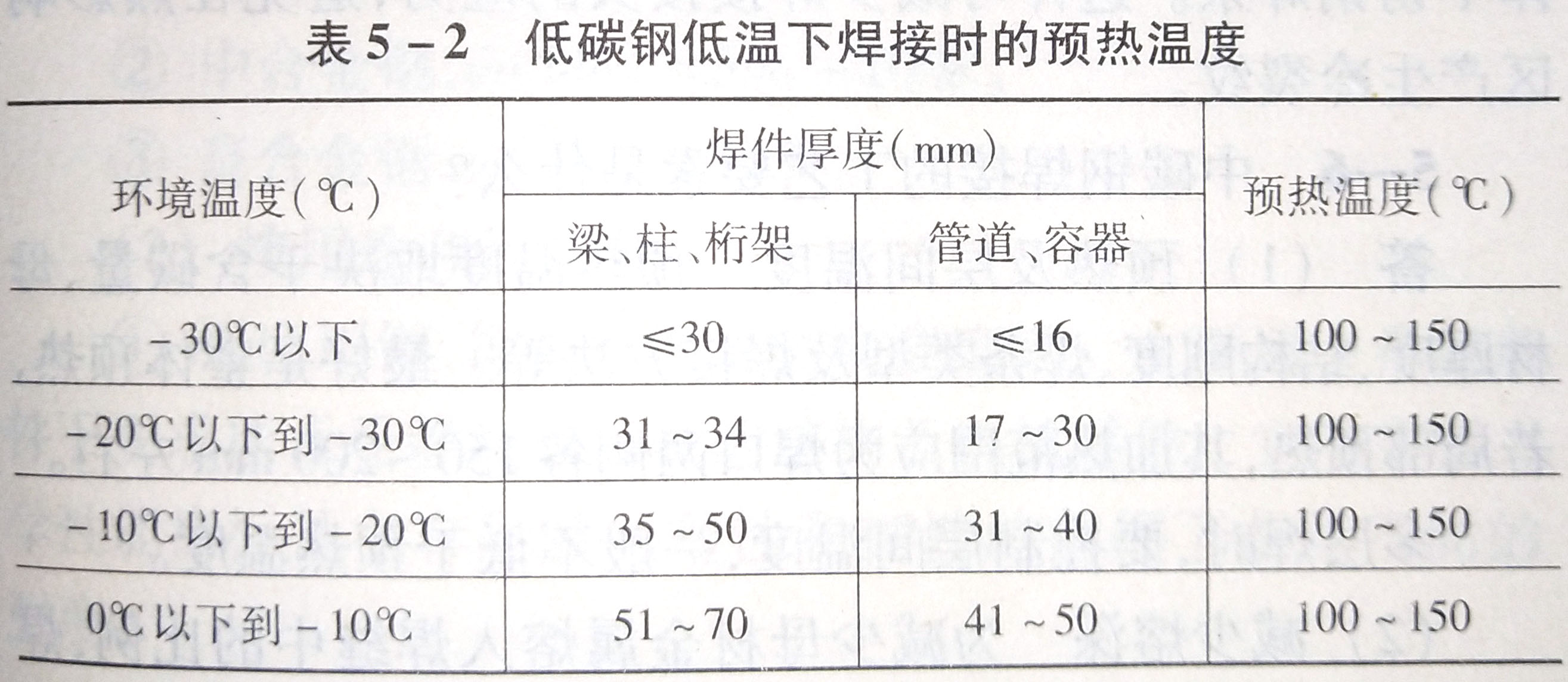
4)在环境温度低于-10℃以下焊接低碳钢结构时因接头的冷却速度较快,为了防止产生裂纹,应采取如下减缓冷却速度的措施:
①焊前预热,焊接过程中保持不低于预热温度的层间温度。
②采用低氢型或超低氢型焊接材料。 ③3点固焊时需要加大焊接电流,适当加大点焊缝截面和长度,必要时焊前适当预热。 ④整条焊缝连续焊完,尽量避免中断,熄弧时要填满弧坑。
表5-2为低温下焊接时的预热温度。
答:通常根据产品结构、材料特点、载荷性质、工作条件施焊环境等因素确定。
1)当焊接重要的或裂纹敏感性较大的结构时,常选用低氢型的碱性焊条,因这类焊条具有较好的抗裂性和力学性能,其韧性和抗时效性能也很好。但这类焊条的工艺性能较差,对油、锈及水分很敏感,焊前需在350~400℃烘干21h,并对坡口彻底清理干净
2)对一般的焊接结构,推荐选用工艺性能较好的酸性焊条。这些焊条虽然气体、杂质含量较高,焊缝金属的塑性、韧性及抗裂性不及碱性焊条,但一般都能满足使用性能。为确保碳钢焊接接头的质量,在焊接工艺要素上须做到 :
1)焊前清除焊件表面铁锈、油污、水分等杂质,焊接材料必须按规定严格烘干。
2)角焊缝、对接多层焊的第一层焊缝以及单道焊缝,要 避免采用窄而深的坡口形式,以防止出现热裂纹、未焊透或夹渣等焊接缺陷。
3)焊接刚性大的构件时,为了防止产生裂纹,宜采取焊前预热和焊后消除应力的措施,参见表5-1。
表5-1低碳钢焊接时预热及焊后消除应力热处理温度
材料厚度 预热温度和消除应力热处理 钢号 (mm) 层间温度(℃)温度(℃)Q235、Q25508 ~50
10、15、20 >50~100 >100 600~650
~25 >50 600~6502520g22g、20R
>25 >100 600~650
4)在环境温度低于-10℃以下焊接低碳钢结构时因接头的冷却速度较快,为了防止产生裂纹,应采取如下减缓冷却速度的措施:
①焊前预热,焊接过程中保持不低于预热温度的层间温度。
②采用低氢型或超低氢型焊接材料。 ③3点固焊时需要加大焊接电流,适当加大点焊缝截面和长度,必要时焊前适当预热。 ④整条焊缝连续焊完,尽量避免中断,熄弧时要填满弧坑。
表5-2为低温下焊接时的预热温度。

热门课程

热门资讯
- 889
- 2331
- 2329
- 2326
- 2325





- 安监局焊工证查询系统如何登陆?2020-04-22
- 工艺焊接性的直接试验方法有哪些?2019-11-06
- 工艺焊接性的间接评定有哪些方法?2019-11-06
- 选用焊接性试验方法时应考虑哪些问题2019-11-06
- 评价焊接性的准则是什么?常用的焊接性试2019-11-06
- 影响材料(钢材)焊接性的因素有哪些?2019-11-06
- 什么是焊接性?评定焊接性的试验有哪些2019-11-06
- 钛及钛合金焊接的工艺要素及操作要点是2019-11-06
- 焊接钛及钛合金时,如何从表面评定氩气2019-11-06





