焊条(丝)的加热与熔化及熔滴过渡的特点是什么?
发布时间: 2019-10-21作者:baile100浏览量:
答:(1)焊条的加热与熔化焊条的加热与熔化对焊接工艺性能焊接冶金反应、焊缝的成分与性能以及生产率都有很大影响。
1)焊条金属的加热。电弧焊时,用于加热焊条的热能是:电阻热、电弧热和化学反应热,一般情况下化学反应热可忽略不计,因它仅占1%~3%。
①电阻加热。焊条电弧焊时,焊接电流通过焊芯时将产生电阻热,加热焊芯与药皮。在正常情况下,焊接电流对焊芯的预热作用不大;但若采用大电流密度施焊时,电阻热过大易使焊芯和药皮的温升过高,引起飞溅增加、药皮开裂甚至脱落,丧失其冶金作用,使焊缝成形变坏,有时还会产生气孔等缺陷。如用不锈钢焊条时,这种现象更为严重。实践表明,焊
条电弧焊时,焊芯的温度不得高于600-650℃。
电流密度越大,焊芯的温升越高。当电流密度相同时,焊芯的电阻越大,其温升越高。例如,当130A的焊接电流通过d4mm的HC9N9与H08A焊芯时,0s后表面温升分别
为917℃与532℃,所以不锈钢焊条比碳钢焊条要短些。
②电弧加热。使焊条加热的热能主要来自焊接电弧;然
而,焊接电弧用于加热的功率只是全部功率的一小部分,其热
功率q。主要是用于加热焊条端部并使之熔化,同时也使药皮
同时熔入,使焊条端部的液态金属过热与蒸发,另一部分通过
传导使焊芯深处和药皮的温度升高。
2)焊条金属的熔化。焊条金属的熔化是焊接的重要过 程,焊条熔化速度是影响焊接生产率的重要因素。通过高速 摄影焊接过程发现,焊条金属的熔化是以周期性的滴状形式 进行的,这说明焊条的熔化是不均匀的 ①焊条金属的平均熔化速度。在正常的焊接工艺参数 条件下,与焊接电流成正比。 ②焊条金属的平均熔敷速度。焊接过程中熔化的焊条 金属并非全部进入熔池而形成焊缝,通常有一部分损失(如 飞溅等)。因此,在熔焊过程中,单位时间内熔敷在焊件上的 金属质量称为平均熔敷速度,它是反映焊接生产率的指标。 ③焊条金属的损失系数。在焊接过程中,由于飞溅、氧 化、蒸发等因素,将损失一部分焊条金属。焊条在熔敷过程中 的损失量与熔化的焊芯原有质量的百分比称为损失系数。
(2)焊丝的加热与熔化熔化电极电弧焊时,焊丝的加 热与熔化主要靠电弧的阴极区(正接时)或阳极区(反接时)
38
所产生的热量及焊丝自身的电阻热,弧柱区产生的热量对焊 丝的加热与熔化的作用较小;非熔化电极电弧焊时,焊丝的加 热与熔化主要靠弧柱区产生的热量(例如TIG)。的面 在相同条件下,焊丝为阴极(正接)时的产热量比焊丝为 阳极(反接)时的产热量多,即焊丝接负极要比接正极熔化快。 焊丝材料不同,其伸出长度部分所产生的电阻热不同。 通常熔化极气体保护焊,焊丝伸出长度L=20~30mm,对导 电性良好的铝、铜等焊丝,其电阻热与两极区产热相对比较 少,可忽略不计;而对于钢、钛等焊丝,因电阻率高,当伸出长度较大时,就不能忽略电阻热的作用。 (3)熔滴过渡焊条电弧焊时,焊条或焊丝端部形成熔 滴通过电弧空间向熔池转移的过程,称熔滴过渡。它对熔焊 过程的稳定、飞溅大小、焊缝成形的优劣都有很大影响。 熔滴上除了受到在1-28例中提及的电磁收缩力、等离 子流力、斑点压力等作用力外,还受到熔滴自身的表面张力和重力的作用。 ①表面张力。熔滴的表面张力总是阻碍熔滴从焊丝端 头脱离,故此时不利于金属熔滴过渡。但当熔滴与熔池金属 接触,并成为金属过桥时,由于熔池界面扩大,这时的表面张力,能把液体金属拉进熔池中而有利于熔滴过渡。 液体表面张力的大小与其表面张力系数成正比,表面张 力系数与液体金属的化学成分、气体介质和温度有关。如用MG焊不锈钢时,在氩气中加入少量的氧,以减少熔滴表面张力,即可改善熔滴过渡。 ②重力。熔滴的重力在平焊时是促进熔滴过渡的力,当 它大于表面张力时,熔滴就脱离焊丝而落人熔池。但当立焊
与仰焊时,重力使过渡的金属熔滴偏离电弧的轴线方向而阻 碍熔滴过渡。
熔滴的形成与过渡受到诸多力的作用。而这些力的大小及其作用方向随着焊接位置、电弧形态、熔滴的形成和大小以及焊接工艺的不同而变化。
熔滴过渡的形式有以下几种
①短路过渡。短弧焊时,熔滴长大受到电弧空间的限制,当熔滴还没有长大到它的最大尺寸时,焊条(丝)端部的熔滴与熔池短路接触,由于强烈过热和磁收缩的作用使其爆断,直接向熔池过渡,这一形式称为短路过渡,短路过渡示意图如图1-15所示。 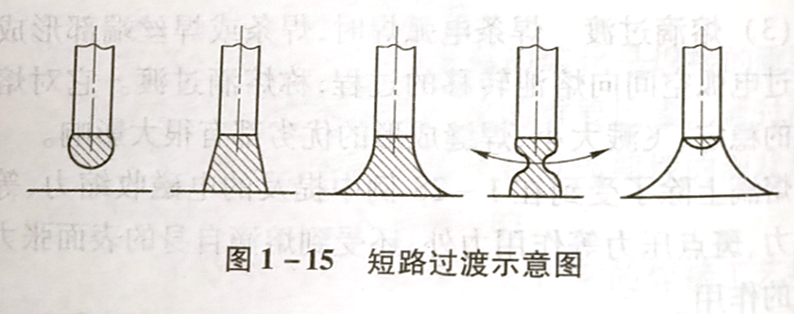
③喷射过渡。熔滴呈细小颗粒并以喷射状态快速通过电弧空间向熔池过渡的形式称为喷射过渡。喷射过渡的特点是熔滴细、过渡频率高、熔滴沿焊丝轴向以高速向熔池过渡、飞溅小过程稳定、熔深大、成形美观。此外,焊丝端部变尖
电弧活性斑点遍及焊丝端部的锥面,由粗滴过渡向喷射过渡转变的示意图如图1-17所示。
图1-17由粗滴过渡向喷射过渡转变 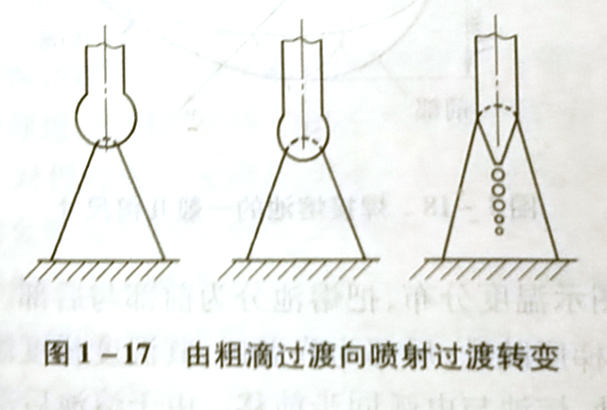
1)焊条金属的加热。电弧焊时,用于加热焊条的热能是:电阻热、电弧热和化学反应热,一般情况下化学反应热可忽略不计,因它仅占1%~3%。
①电阻加热。焊条电弧焊时,焊接电流通过焊芯时将产生电阻热,加热焊芯与药皮。在正常情况下,焊接电流对焊芯的预热作用不大;但若采用大电流密度施焊时,电阻热过大易使焊芯和药皮的温升过高,引起飞溅增加、药皮开裂甚至脱落,丧失其冶金作用,使焊缝成形变坏,有时还会产生气孔等缺陷。如用不锈钢焊条时,这种现象更为严重。实践表明,焊
条电弧焊时,焊芯的温度不得高于600-650℃。
电流密度越大,焊芯的温升越高。当电流密度相同时,焊芯的电阻越大,其温升越高。例如,当130A的焊接电流通过d4mm的HC9N9与H08A焊芯时,0s后表面温升分别
为917℃与532℃,所以不锈钢焊条比碳钢焊条要短些。
②电弧加热。使焊条加热的热能主要来自焊接电弧;然
而,焊接电弧用于加热的功率只是全部功率的一小部分,其热
功率q。主要是用于加热焊条端部并使之熔化,同时也使药皮
同时熔入,使焊条端部的液态金属过热与蒸发,另一部分通过
传导使焊芯深处和药皮的温度升高。
2)焊条金属的熔化。焊条金属的熔化是焊接的重要过 程,焊条熔化速度是影响焊接生产率的重要因素。通过高速 摄影焊接过程发现,焊条金属的熔化是以周期性的滴状形式 进行的,这说明焊条的熔化是不均匀的 ①焊条金属的平均熔化速度。在正常的焊接工艺参数 条件下,与焊接电流成正比。 ②焊条金属的平均熔敷速度。焊接过程中熔化的焊条 金属并非全部进入熔池而形成焊缝,通常有一部分损失(如 飞溅等)。因此,在熔焊过程中,单位时间内熔敷在焊件上的 金属质量称为平均熔敷速度,它是反映焊接生产率的指标。 ③焊条金属的损失系数。在焊接过程中,由于飞溅、氧 化、蒸发等因素,将损失一部分焊条金属。焊条在熔敷过程中 的损失量与熔化的焊芯原有质量的百分比称为损失系数。
(2)焊丝的加热与熔化熔化电极电弧焊时,焊丝的加 热与熔化主要靠电弧的阴极区(正接时)或阳极区(反接时)
38
所产生的热量及焊丝自身的电阻热,弧柱区产生的热量对焊 丝的加热与熔化的作用较小;非熔化电极电弧焊时,焊丝的加 热与熔化主要靠弧柱区产生的热量(例如TIG)。的面 在相同条件下,焊丝为阴极(正接)时的产热量比焊丝为 阳极(反接)时的产热量多,即焊丝接负极要比接正极熔化快。 焊丝材料不同,其伸出长度部分所产生的电阻热不同。 通常熔化极气体保护焊,焊丝伸出长度L=20~30mm,对导 电性良好的铝、铜等焊丝,其电阻热与两极区产热相对比较 少,可忽略不计;而对于钢、钛等焊丝,因电阻率高,当伸出长度较大时,就不能忽略电阻热的作用。 (3)熔滴过渡焊条电弧焊时,焊条或焊丝端部形成熔 滴通过电弧空间向熔池转移的过程,称熔滴过渡。它对熔焊 过程的稳定、飞溅大小、焊缝成形的优劣都有很大影响。 熔滴上除了受到在1-28例中提及的电磁收缩力、等离 子流力、斑点压力等作用力外,还受到熔滴自身的表面张力和重力的作用。 ①表面张力。熔滴的表面张力总是阻碍熔滴从焊丝端 头脱离,故此时不利于金属熔滴过渡。但当熔滴与熔池金属 接触,并成为金属过桥时,由于熔池界面扩大,这时的表面张力,能把液体金属拉进熔池中而有利于熔滴过渡。 液体表面张力的大小与其表面张力系数成正比,表面张 力系数与液体金属的化学成分、气体介质和温度有关。如用MG焊不锈钢时,在氩气中加入少量的氧,以减少熔滴表面张力,即可改善熔滴过渡。 ②重力。熔滴的重力在平焊时是促进熔滴过渡的力,当 它大于表面张力时,熔滴就脱离焊丝而落人熔池。但当立焊
与仰焊时,重力使过渡的金属熔滴偏离电弧的轴线方向而阻 碍熔滴过渡。
熔滴的形成与过渡受到诸多力的作用。而这些力的大小及其作用方向随着焊接位置、电弧形态、熔滴的形成和大小以及焊接工艺的不同而变化。
熔滴过渡的形式有以下几种
①短路过渡。短弧焊时,熔滴长大受到电弧空间的限制,当熔滴还没有长大到它的最大尺寸时,焊条(丝)端部的熔滴与熔池短路接触,由于强烈过热和磁收缩的作用使其爆断,直接向熔池过渡,这一形式称为短路过渡,短路过渡示意图如图1-15所示。
图1-15短路过渡示意图
②粗滴过渡。熔滴呈粗大颗粒向熔池自由过渡的形式称为粗滴过渡。当电弧长度超过某一数值时,熔滴依靠表面张力的作用可以保持在焊丝顶端自由张大,直至熔滴下落的力大于表面张力,熔滴就脱离焊丝端头而落入熔池,如图1-16所示。此时,焊接电流与电弧电压的波动比短路过渡时要小。③喷射过渡。熔滴呈细小颗粒并以喷射状态快速通过电弧空间向熔池过渡的形式称为喷射过渡。喷射过渡的特点是熔滴细、过渡频率高、熔滴沿焊丝轴向以高速向熔池过渡、飞溅小过程稳定、熔深大、成形美观。此外,焊丝端部变尖
电弧活性斑点遍及焊丝端部的锥面,由粗滴过渡向喷射过渡转变的示意图如图1-17所示。
图1-17由粗滴过渡向喷射过渡转变

热门课程

热门资讯
- 889
- 2331
- 2329
- 2326
- 2325





- 安监局焊工证查询系统如何登陆?2020-04-22
- 工艺焊接性的直接试验方法有哪些?2019-11-06
- 工艺焊接性的间接评定有哪些方法?2019-11-06
- 选用焊接性试验方法时应考虑哪些问题2019-11-06
- 评价焊接性的准则是什么?常用的焊接性试2019-11-06
- 影响材料(钢材)焊接性的因素有哪些?2019-11-06
- 什么是焊接性?评定焊接性的试验有哪些2019-11-06
- 钛及钛合金焊接的工艺要素及操作要点是2019-11-06
- 焊接钛及钛合金时,如何从表面评定氩气2019-11-06





